
Зенкер і зенковки по металу — суть процесів зенкерования і зенкования
В процесі виробництва деталей і виробів високої якості досить часто доводиться мати справу з недостатньою точністю виконання потрібних отворів. Для отримання необхідних параметрів застосовують зенкер.
Зенкер насадний d35
Застосування і види зенкерів
Зенкер є многолезвенний, багатозубий ріжучий інструмент, застосовуваний для доопрацювання заздалегідь виконаних круглих отворів в деталях і заготовках з різних матеріалів (на фото). Обробка цим способом застосовується для збільшення діаметра і отримання більш якісної поверхні отвори методом різання.
Такий процес називається зенкування. Метод різання схожий на процедуру свердління: спостерігається таке ж обертання оснащення для зенкерування навколо своєї осі і одночасне поступальний рух інструмента уздовж осі.

Зенкер з твердосплавними пластинами
Розробили зенкер для металообробної промисловості з метою обробки просвердлений, продолбленного або виконаного за допомогою штампування отвори. Зенкер по металу, вимоги до характеристик якого регулює ГОСТ 12489-71, використовується при виконанні проміжної або вже кінцевий обробки. У зв’язку з цим виділяють два види інструменту:
- для подальшого розгортання з припуском;
- для отримання високоточного отвори — з квалітетом Н11 (допуск 4-5 класу точності).
Ознайомитися з вимогами ГОСТ до Зенкера можна, скачавши документ у форматі pdf по посиланню нижче.
ГОСТ 12489-71 Зенкери цільні. Конструкція і розміри
завантажити
При застосуванні розточення збільшується діаметр, підвищується точність поверхні і чистота отвори. Зенкування призначається в основному для:
- досягнення більш гладкою, чистою поверхні отвори перед процедурою розгортання або нарізування різьблення;
- калібрування отвору під болт, шпильку або будь-якої іншої кріплення.
Застосовуються зенкери, вимоги до яких визначає ГОСТ 12489-71, також при обробці торцевих поверхонь і при виконанні деяких операцій, які надають отвору потрібний профіль (наприклад, розширення поглиблення у верхній частині отвори, призначеного під головки болтів).
Зенкери поділяють на кілька видів за способом їх закріплення в верстат:
- насадной;
- хвостовий (з метричних конусом або з конусом Морзе — види хвостовика для кріплення в верстат).

зенкер алмазний
За конструкцією зенкери бувають наступних видів:
- збірні;
- цілісні;
- зварні;
- з твердосплавними пластинами.
Цілісний зенкер схожий на свердло, тому друга його назва — свердло-зенкер. У нього більше, ніж у простого свердла, спіральних канавок і різальних крайок (від 3 до 6 зубів). Ріжучу частину інструменту, як обумовлює ГОСТ 12489-71, виконують зі швидкорізальної сталі P18, P9 або роблять з твердосплавними пластинами (BK4, BK6, BK8 для обробки чавуну, T15K6 — для обробки стали). Інструмент, оснащений твердосплавними пластинами, має велику продуктивність (більш високу швидкість різання), ніж виготовлений зі швидкорізальної сталі.
Виділяють також зенкер конічний (для обробки поверхонь конічної конфігурації) і так званий зворотний тип зенкерів.

Спіральні хвостові зенкери
Зенкування і суміжні з ним операції
Зенкування схоже з операцією розсвердлювання: обидва процеси ведуться з готовим отвором. Відмінність полягає в тому, що результат зенкерования виходить більш точним. В процесі операції усуваються недоліки, що виникають після штампування, лиття або свердління. Поліпшуються такі показники, як чистота поверхні, точність, досягається високий ступінь співвісності.
Часто при формуванні отворів свердлом (особливо глибоких) спостерігається відхилення від центру через невисоку жорсткості інструмента. Зенкер від свердла відрізняється тим, що має більш високу жорсткість через збільшеного числа ріжучих зубів. Важливо, що така відмінність забезпечує більш точний напрям руху інструменту, а при меншій глибині різання спостерігається висока чистота. При свердлінні отворів можна отримати квалітети 11-12, шорсткість поверхні отвору Rz 20 мікрометрів. При операції зенкерування отримуємо квалітети 9-11, шорсткість 2,5 мікрометрів.

Розгорнення конічні під конус Морзе
Ще більш точної операцією є процес розгортання (6-9-й квалітети, R а 1,25 0,25 мікрометрів). Це вже чистова обробка різанням. Зенкування отворів — напівчистова операція. Зенкування і розгортання отворів, якщо обидві цих операції передбачені технологічним процесом, виконуються за одну установку деталі на верстаті.
Нерідко плутають зенкерование і зенкование отворів і некоректно називають зенкером інший інструмент — зенковку (див. Фото нижче). Зенковки, на відміну від зенкерів, мають іншу конструкцію і застосовуються для вирішення інших технологічних завдань.

зенковки конічні
Зенковка застосовується в процесі зняття фаски з верхньої частини отворів, а також для отримання поглиблень конічної форми. Буває також зенковки циліндрична, але такий інструмент правильніше називати Цековки. За допомогою такого інструменту в деталях отримують поглиблення відповідної форми. Для виконання такої зенковочні операції також може бути використаний універсальний інструмент — свердло, спеціально поєднане з зенковкой.
Подивившись дане відео, можна легко зрозуміти принцип роботи і призначення зенковки, а також її відмінність від зенкера та інших споріднених інструментів для обробки отворів.
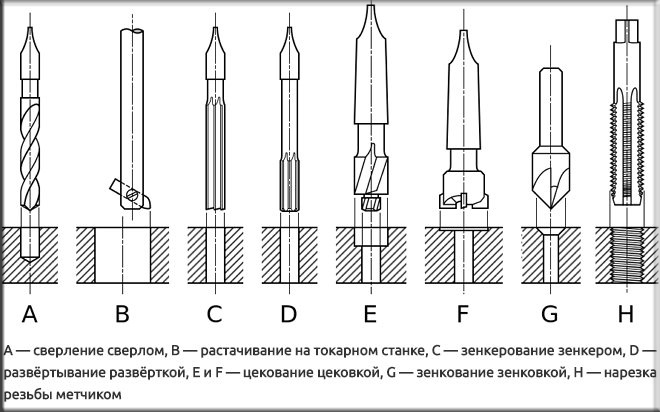
Щоб не плутатися в схожих операціях, досить розглянути і запам’ятати цю схему, наочно пояснює конструктивні відмінності і призначення інструментів для обробки отворів
Правила зенкерования металу
У домашніх умовах для зенкерування заглиблень (наприклад, під головки болтів або для зміни діаметра отвору в більшу сторону) підійде і просте свердло, закріплене в електричну або навіть в ручну дрель. У виробничих же масштабах зенкерование — операція, яка вимагає чималої потужності і точності використовуваного обладнання. Саме тому в умовах виробництва для виконання зенкерования, як, власне, і зенковки, використовують обладнання:
- токарне (найчастіше);
- свердлильні (не менше часто);
- розточувальне (нерідко, як одну з вторинних операцій);
- агрегатний (як вторинну операцію автоматизованої лінії);
- вертикальне чи горизонтальне фрезерні (рідко).
В процесі обробки отвору, отриманого в виробі в процесі його лиття, бажано перш розточити його різцем приблизно на 5-10 міліметрів в глибину для того, щоб зенкер прийняв правильне початкове напрямок.
При обробці виробів зі сталі рекомендується застосовувати мастильно-охолоджуючі рідини. Процес зенкерования чавуну і кольорових металів охолодження не вимагає. Правильний підбір металорізального інструменту, що використовується як для зенкования, так і для зенкерування, — дуже важливий етап. Для цього звертають увагу на певні фактори:
- Тип інструмента підбирається в залежності від матеріалу деталі, характеру проведеної обробки. Повинні також враховуватися місце розташування отвору, серійність виконуваних процесів.
- Виходячи із заданих глибини, діаметра, необхідної точності обробки, підбирають розмір інструменту для зенкерування і зенковки.
- Конструкцію зенкера і зенковки визначають за способом кріплення інструменту на верстаті.
- Матеріал інструменту для виконання зенкерования або зенковочні операції залежить від матеріалу оброблюваної деталі (наприклад, існують зенковки спеціально для робіт по дереву), інтенсивності режиму роботи і деяких інших чинників.

Зенкування на вертикально свердлильному верстаті з ЧПУ
Зенкер вибирають за довідниками або керуючись таким нормативним документом, як ГОСТ 12489-71. Інструмент повинен відповідати певним технічним умовам застосування, що також обумовлює ГОСТ 12489-71.
- Вироби, виготовлені з конструкційної сталі, з отворами до 40 міліметрів в діаметрі обробляються зенкером, виготовленим зі швидкорізальної сталі, що має діаметр відповідно 10-40 міліметрів і 3-4 зуба.
- Для виробів з важкооброблюваних і загартованих сталей при расточке застосовують оснастку з твердосплавними пластинками діаметром 14-50 міліметрів і має 3-4 зуба.
- У виробах з конструкційної сталі отвори до 80 міліметрів діаметром растачивают зенкером зі швидкорізальної сталі, застосовуючи насадні головки діаметром 32-80 міліметрів.
- У виробах з кольорових металів і чавуну для розточення глухих отворів застосовують перовой зенкер.
- Глухі отвори діаметром 15-25 міліметрів обробляють спеціальним інструментом для зенкерування, в корпусі якого є канал, по якому подається мастильно-охолоджуюча рідина в зону різання.
Необхідною умовою при зенкеровании є дотримання припусків. Діаметр обраного інструменту в результаті повинен співпасти з кінцевим діаметром отвору після обробки. Коли після зенкерования планується виконання розгортання отвори, діаметр інструмента зменшують на 0,15-0,3 міліметра. Якщо ж намічено чорнове розточування або свердління під зенкерование, необхідно залишати припуск на сторону величиною від 0,5 до 2 міліметрів.
Зенкування — набагато більш продуктивний процес, ніж обробка різцями. Швидкість різання для зенкера з швидкорізальної сталі близька до процесу свердління, а подачі — вище в 2,5-3 рази. Саме тому процес зенкерування відбувається швидше, ніж процес свердління.



