
Зварювання нержавіючої сталі з чорним металом: електроди, технологія
Складнощі, з якими пов’язана зварювання виробів, виготовлених з нержавіючої сталі, з чорним металом, пояснюються переважно тим, що ці матеріали, хоча і відносяться до сталей, є, по суті, різнорідними. Для того щоб якісно зварити такі метали, тобто отримати зварний шов, який за своїми механічними характеристиками буде близький до основного металу з’єднуються виробів, слід в першу чергу правильно підібрати електроди. Крім того, треба враховувати такий параметр з’єднуються металів, як їх зварюваність, тобто здатність утворювати якісні і надійні нероз’ємні з’єднання, отримані методом зварювання.
Сварка нержавіючого фланця з відведенням з вуглецевої сталі
Принципи зварювання нержавіючих сталей
На зварюваність нержавіючих сталей — здатність утворювати якісні зварні з’єднання (в тому числі і з чорними металами) — впливають певні характеристики таких сплавів.
- Теплопровідність нержавіючих сталей, якщо порівнювати її з аналогічним параметром сплавів з низьким вмістом вуглецю, невисока. Через те, що нержавіюча сталь не здатна швидко відводити тепло, при зварюванні вона сильно нагрівається, а це негативно позначається на характеристиках створюваного з’єднання і основного металу. Щоб уникнути перегріву виробів з нержавіючих сталей при їх зварюванні з деталями з чорного металу, необхідно знижувати силу зварювального струму (в середньому на 20%).
- Нержавіючі сталеві сплави відрізняються високим коефіцієнтом лінійного розширення, що призводить до значного деформування металу в процесі виконання зварювальних робіт. Крім того, даний фактор є причиною деформації виробів з нержавіючої сталі і в той момент, коли вони вже з’єднані за допомогою зварювання і остигають. Щоб уникнути цього, необхідно передбачати ширші зазори між деталями.
- Високий електричний опір, яким володіє нержавіюча сталь, стає причиною значного перегріву зварювальних електродів. Особливо актуально це в тому випадку, якщо для зварювання використовуються електроди, виготовлені з високолегованої сталі. Щоб уникнути цих проблем, зварювання як однорідних, так і різнорідних сталевих сплавів слід виконувати короткими електродами (не більше 350 мм), стрижень яких виготовлений з хромонікелевих сплавів, що відрізняються невисоким електричним опором.
- Схильність до утворення міжкристалітної корозії, якій особливо схильні до високохромисті стали, призводить до погіршення антикорозійних властивостей нержавіючої сталі і появи в її внутрішній структурі тріщин. Цей вид корозії виникає також через перегрів металу в процесі виконання зварювальних робіт. З таким явищем, суть якого полягає в тому, що на кордонах кристалів основного металу виникають тверді карбідні з’єднання, борються різними способами. До найбільш ефективним з таких способів відноситься швидке охолодження металу, що піддалося значного нагрівання в процесі зварювання. Однак слід зауважити, що метод швидкого охолодження, для якого використовується звичайна вода, ефективний лише в тих випадках, коли матеріалом виготовлення деталей, що з’єднуються є хромонікелева сталь.
Методи зварювання виробів з нержавіючих сталей і чорного металу
Для того щоб зварити заготовки з нержавіючої сталі і чорних сталевих сплавів, отримавши при цьому якісні і надійні з’єднання, застосовують зварювання наступних типів:
- покритими штучними електродами в режимі MMA;
- плавляться, виготовленими з вольфраму;
- в середовищі захисного газу, в якості якого переважно використовується аргон.
Якщо зварювання виробів з чорного металу і нержавіючої сталі проводиться по першій технології (MMA), то необхідно взяти електроди, спеціально призначені для виконання з’єднань кольорових металів і сплавів.
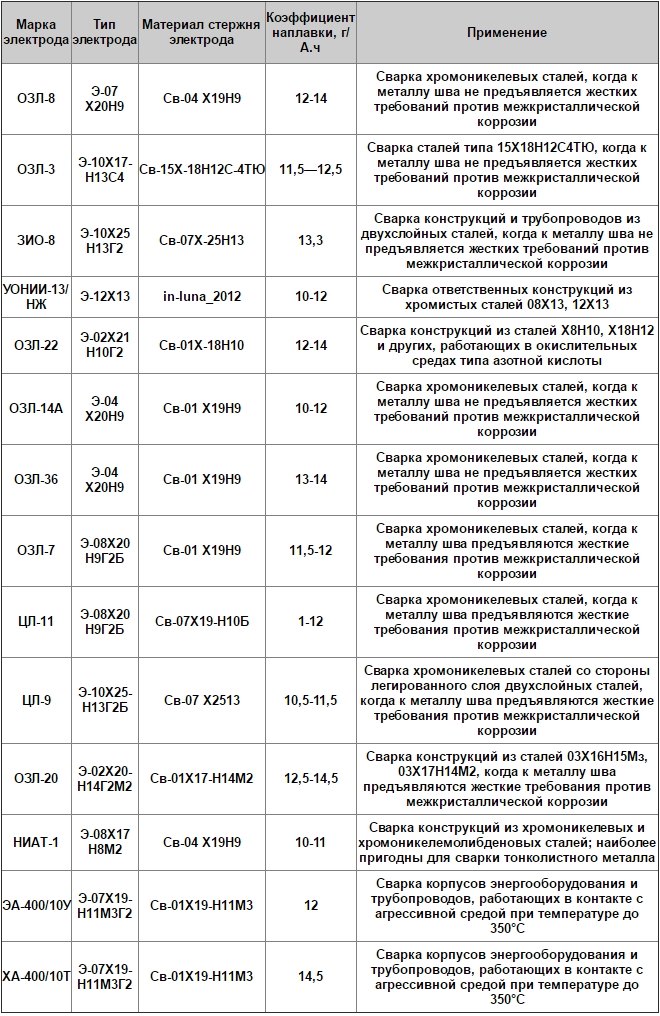
Марки і застосування високолегованих електродів
Однак найкраще варити нержавійку і чорний метал в середовищі захисного газу аргону. Для цього, природно, буде потрібно спеціальний зварювальний апарат. Аргон в даному випадку забезпечує надійний захист зони формованого зварного шва від надмірного насичення металу азотом і його окислення. Якщо не забезпечити такого захисту, то метал сформованого зварного шва буде дуже крихким, що значно знизить надійність отриманого з’єднання.

Схема зварювання нержавійки аргоном
Щоб якісно зварити вироби з нержавіючої сталі і чорного металу, в процесі виконання операції необхідно стежити за становищем електрода. Останній, щоб зварений шов вийшов якісним і надійним, треба тримати перпендикулярно до поверхні, що з’єднуються заготовок.
вибір електродів
Щоб надійно приварити виріб, виготовлений з нержавіючої сталі, до деталі зі звичайного чорного металу, слід враховувати ряд важливих нюансів. В першу чергу вони стосуються вибору присадного дроту певного хімічного складу. У металі присадного дроту, ступінь легування якого повинна бути вище, ніж аналогічний параметр матеріалу зварюється, обов’язково повинні міститися такі елементи, як марганець, нікель і іноді хром.
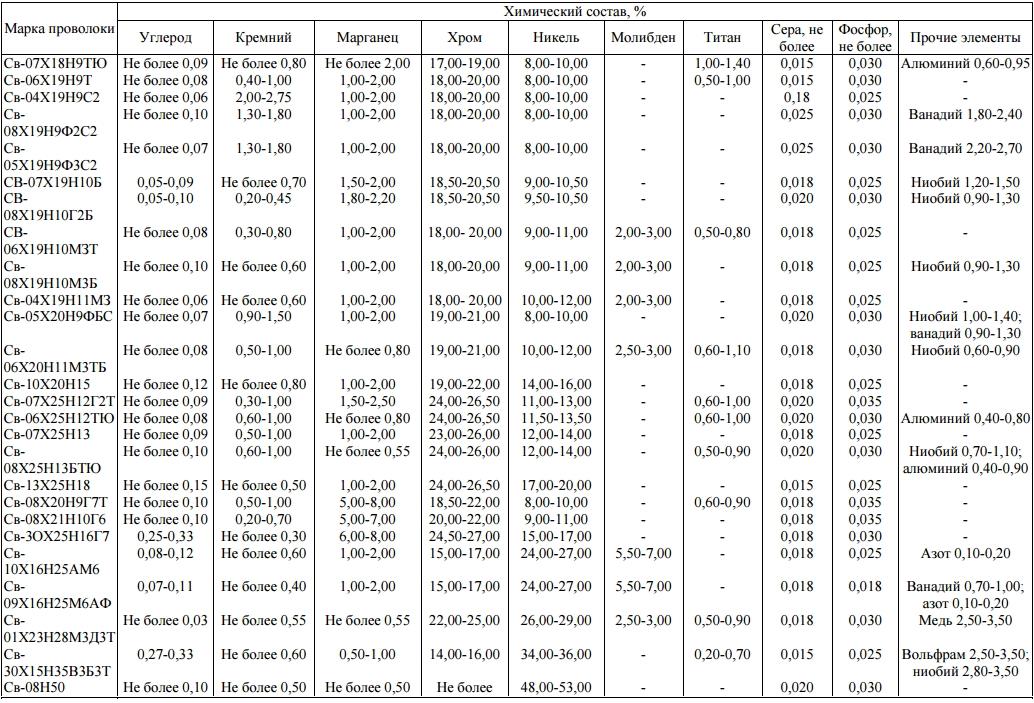
Марки і хімічний склад високолегованої зварювального дроту (натисніть для збільшення)
Важливою умовою формування якісного зварного з’єднання є наявність в складі формованого шва деякої частки основного металу. Залежно від використовуваної технології зварювання кількість основного металу в матеріалі зварного шва може становити 30-40%.
Перш ніж варити заготовку з нержавійки з деталлю з чорного металу, слід з’ясувати хімічний склад зварювальних сталей, щоб правильно підібрати тип електродів.
Різнорідні матеріали, які необхідно з’єднати за допомогою зварювання, можуть відрізнятися за цілою низкою параметрів:
- здатності утворювати нероз’ємні з’єднання (зварюваності);
- теплопровідності;
- механічним характеристикам;
- ступеня легування;
- хімічним складом.
При цьому сталеві сплави, вироби з яких необхідно зварити між собою, можуть належати до однієї з наступних категорій:
- вуглецеві;
- низьколеговані;
- теплотривкі;
- леговані;
- що відрізняються високим ступенем легування — високолеговані.
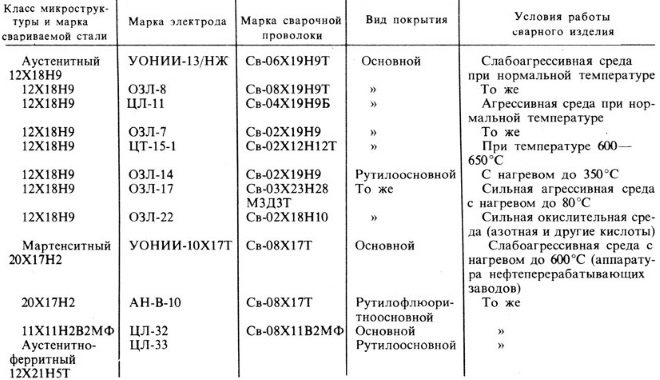
Орієнтовний вибір зварювального матеріалу в залежності від призначення зварювального шва
Основна проблема, з якою пов’язана зварювання різнорідних сталей (нержавійки і чорних металів), полягає в утворенні тріщин в сформованому звареному шві. Дуже часто, щоб уникнути такої проблеми, для зварювання виробів з нержавійки з деталями з чорних металів фахівці використовують високолеговані електроди, що дозволяють сформувати зварений шов з високими характеристиками міцності параметрами.

Результат дугового зварювання нержавійки з чорної сталлю електродом ОЗЛ-6. Шви хоч і темніше, але не поржавіли за кілька місяців
Взагалі для зварювання виробів з нержавійки з деталями, виготовленими з чорних металів, використовують кілька основних типів електродів:
- Е50А — для сталей, що відрізняються високою теплостійкістю;
- ОЗЛ-25Б — для сталевих сплавів, що відносяться до категорії жароміцних;
- НИАТ-5 — для сталей, що відрізняються аустенитной внутрішньою структурою;
- ЦТ-28 — для сталевих сплавів, що містять в своєму хімічному складі значну частку нікелю.



