
Температура плавлення бронзи і лиття бронзи в домашніх умовах
Температура плавлення бронзи певної марки залежить від того, які хімічні елементи входять до складу даного сплаву. Для того щоб в домашніх умовах виконувати лиття бронзових виробів, необхідно оснастити свою майстерню відповідним обладнанням і суворо дотримуватися технологічних рекомендацій.
Плавка бронзи в домашніх умовах
Види бронзових сплавів і відмінності в температурі їх плавлення
Основу такого сплаву, як бронза, становить мідь, а в якості легуючих добавок виступають олово, алюміній, кремній, свинець і берилій. В бронзі будь якої марки в невеликих кількостях містяться і такі елементи, як фосфор, цинк і ін Крім бронзи, сучасна промисловість виробляє і інші сплави на основі міді – мельхіор, копель, константан і нейзильбер (основним легуючим елементом в них є нікель), латунь (сплав міді з цинком).
Кількість основних легуючих добавок у бронзі визначає не тільки її фізичні і хімічні властивості, але і колір.
Кожна з марок бронзи, температура плавлення яких входить в інтервал 930-1140°, позначається своєї маркуванням. В залежності від свого хімічного складу всі бронзові сплави діляться на:
- олов’яні;
- безолов’яним.
З’єднувати мідь і олово, щоб отримати бронзу, людина навчилася ще з найдавніших часів. Олово, яке додається в такий сплав, робить його твердіше, якщо порівнювати його з чистою міддю, а також знижує температуру його плавлення. Одним з яскравих прикладів такого сплаву є дзвонова бронза, з якої здавна методом лиття виготовлялися дзвони. Вона містить 80% міді і 20% олова. Найбільш значущим недоліком бронз даного типу, обумовленою вмістом олова, є підвищена крихкість виробів з них.
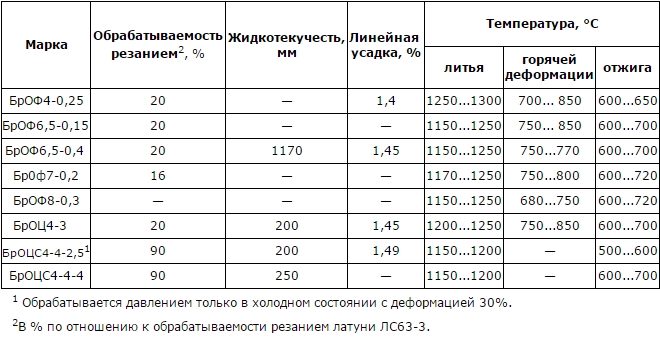
Температура обробки та технічні властивості олов’яних бронз
Безолов’яним бронзи, як випливає з їх назви, не містять у своєму складі олова. Сплави цього типу представлені на сучасному ринку однієї з наступних категорій бронз:
- берилієві – найміцніші, по багатьом параметрам перевершують високоякісні сталі;
- кремне-цинкові, що відрізняються особливою стійкістю до стирання (великою гідністю бронз цієї категорії є і те, що в розплавленому стані вони володіють підвищеною плинністю);
- сплави з додаванням свинцю, які відрізняються підвищеною стійкістю до корозії;
- виготовлені на основі міді та алюмінію, відмінними характеристиками яких є підвищена стійкість до корозії і хороші антифрикційні властивості.
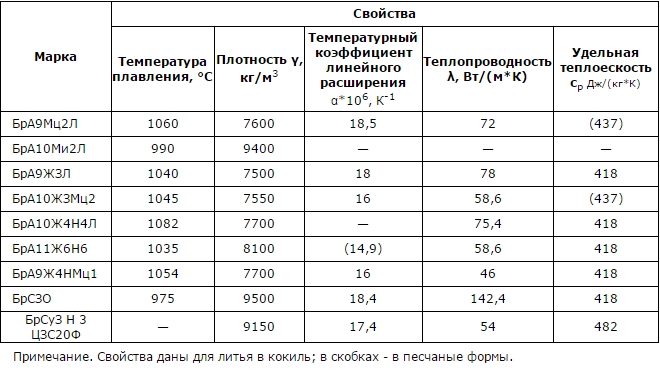
Температура плавлення та інші фізичні властивості ливарних бронз безоловянных
Хоча бронзи з додаванням олова відрізняються високою крихкістю, як вже говорилося вище, вони і сьогодні є найбільш поширеними. Для маркування будь-яких марок бронз незалежно від їх хімічного складу використовуються букви «К», після яких перераховуються позначення добавок, а також їх процентний вміст. В якості прикладу можна розшифрувати позначення бронзи марки Бр ОЦСН3-7-5-1. В даній бронзі, яка відноситься до оловянному типу, міститься 2,5–4% олова, 6-9,5% цинку, 3-6% свинцю, 0,5–2% нікелю. В хімічний склад будь-бронзи, як було сказано вище, можуть входити і інші елементи, які позначаються наступними літерами:
- А – алюміній;
- Б – берилій;
- Ж – залізо;
- К – кремній;
- Мц – марганець;
- Ф – фосфор.
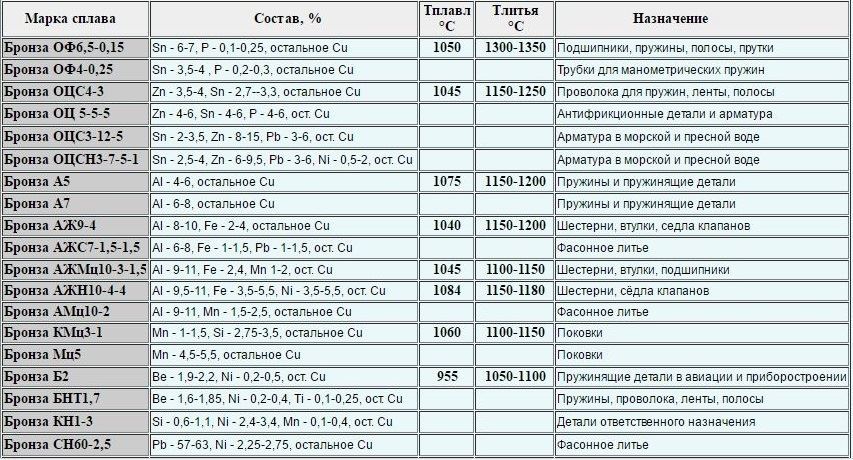
Хімічний склад і призначення поширених марок бронз (натисніть для збільшення)
Якщо говорити про найбільш поширених марках бронзи, то до них слід віднести:
- сплави ливарного типу БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1;
- ковкий бронзовий сплав БрОС5-25.
Для такої технологічної операції, як лиття, особливо виконується в домашніх умовах, велике значення має температура, при якій можна розплавити метал. Бронзи, що містять олово, плавляться при меншій температурі 900-950°, а ті з них, у складі яких даного металу немає, – при температурі 950-1080°.
Бронзові ливарні сплави при нагріванні до температури плавлення мають велику в’язкість, якщо порівнювати їх з латунню. Саме тому, щоб виконати якісне лиття з таких сплавів, їх необхідно перегрівати. Значущим перевагою використання ливарних бронз є те, що усадка виробів з них дуже незначна. Це дозволяє виготовляти з таких сплавів фасонні виливки.

Заливка форми ливарної бронзою
Можливо лиття бронзи в домашніх умовах
Для того щоб виконувати лиття виробів з бронзи в домашніх умовах, потрібно створити для цього всі необхідні умови. Найбільш важливими з таких умов є хороша вентиляція в робочому приміщенні, а також використання коштів, що забезпечують пожежну безпеку. Якщо ви збираєтеся виготовляти вироби з бронзи невеликого розміру, для цього буде достатньо площі невеликого приміщення, якщо ж у ваших планах виготовлення великогабаритних виливків, то вам потрібно просторе приміщення (наприклад, гараж). Обов’язкова вимога до таких приміщень – підлога з негорючого матеріалу.
Щоб розплавити такий матеріал, як бронза, вам потрібно муфельна піч. Бажано, щоб це пристрій оснащений регулятором температури нагріву. Якщо ж такої печі немає у вашому розпорядженні, то для плавлення бронзи в домашніх умовах підійде звичайний горн.

Саморобний горн з вентилятором від старої витяжки
Крім печі, яка дозволить розплавити метал, для лиття виробів з бронзи будуть потрібні:
- тигель – сталевий або чавунний посудина з носиком (для плавлення і розливання металу за формами);
- щипці, за допомогою яких тигель витягується з печі;
- гак;
- ливарна форма, в яку заливається розплавлений метал;
- деревне вугілля, що використовується як паливо (якщо для плавлення металу застосовується горн).

Тигель для плавки нескладно зробити з обрізка сталевої труби товстостінної
Процедура лиття виробів з бронзи проходить наступним чином.
- Метал, який необхідно розплавити, подрібнюють і поміщають в тигель.
- Тигель встановлюють у піч і розігрівають її до необхідної температури.
- Після того як метал повністю розплавився в тиглі, його залишають в печі ще 4-5 хвилин для прогріву. Таке прогрівання необхідний для того, щоб метал придбав максимальну плинність і добре заповнював всі поглиблення в ливарній формі.
- Тигель з розплавленим металом, використовуючи гак і щипці, витягають з печі.
- Рідкий метал через спеціальне ливникової отвір заливають у форму. При цьому важливо стежити за тим, щоб струмінь заливається сплаву була тонкою і не переривалася.

Заливка бронзового розплаву повинна проводиться швидко і акуратно
Форму для лиття необхідно попередньо підготувати, що полягає в її прожарюванні в печі. Для здійснення такої процедури піч прогрівають до температури 550-600°, і тільки після цього в неї поміщають ливарну форму. Потім температуру в печі збільшують до 900° і витримують форму під її впливом протягом 2-4 годин.
Чим великими габаритами має ливарна форма, тим довше її необхідно витримувати у розжареній печі. Після того як ливарна форма повністю прокалена, її треба витягнути з духовки і охолодити до температури 500°, тільки після цього можна використовувати її для лиття.
Більш докладно познайомитися з правилами лиття бронзи і застосовуваних для цих цілей обладнанням дозволяє відео даного процесу.
Як правильно заливати метал в ливарну форму
Якщо розплавлений метал заливають у ливарні форми великого розміру, то його власної ваги цілком вистачає для того, щоб витіснити з них весь яке утворюється повітря. Якщо ж лиття виконується в невеликі форми, то витіснити з усіх внутрішніх порожнин таких конструкцій повітря за рахунок маси розплавленого металу практично неможливо. Щоб у таких випадках отримати відливки високої якості, необхідно використовувати спеціальні технологічні прийоми.
Ливарні форми поміщають у спеціальні центрифуги, що працюють від ручного або електричного приводу. При обертанні створюються відцентрові сили, рівномірно розподіляють розплавлений метал по всьому внутрішніх порожнин форм. Ефективною ця технологія є тільки в тому випадку, якщо метал перебуває в рідкому, а не в застиглому стані.

Саморобна центрифуга для лиття дрібних деталей
Після закінчення процесу лиття і охолодження металу виливок витягують, використовуючи для цього найпростіші механічні пристосування. Слід мати на увазі, що поверхня виробів, тільки що вилучені з ливарних форм, не відрізняється високою якістю, тому їх необхідно піддати різним видам механічної обробки.
Виготовлення форм для лиття
На якість виробів, отриманих методом лиття з бронзових сплавів, серйозно впливає правильність виготовлення ливарної форми, яка і дозволяє створити з розплавленого металу деталь потрібної конфігурації і з заданими геометричними параметрами. Для виготовлення ливарних форм традиційно використовують спеціальні пристосування – опоки. Опока, габарити якої повинні приблизно в півтора рази перевищувати параметри готового виробу, складається з:
- верхньої межі;
- нижнього ящика.

Ливарна форма виготовляється під конкретне виріб
Верхня і нижня частини опоки, які засипається формувальна суміш, для більшої надійності можуть надійно з’єднуватися один з одним, для чого використовуються спеціальні фіксатори на їх бокових поверхнях.
Склад найбільш часто використовуваної формувальної суміші включає:
- пісок дрібної фракції – 75%;
- глину – 20%;
- кам’яновугільний пил – 5%.
В результаті змішування цих компонентів повинна вийти однорідна маса.
Для виготовлення ливарної форми також потрібна модель, яку роблять з деревини або іншого м’якого матеріалу (можна використовувати її ролі готовий виріб необхідної якості).

Саморобна форма для лиття складається з двох половинок
Виготовлення самої ливарної форми виконують наступним чином.
- У нижній ящик опоки засипають формувальну суміш і несильно її утрамбовують.
- В отриману утрамбований масу поміщають модель, поверхня якої необхідно попередньо покрити тальком або порошковим графітом.
- На нижню частину опоки ставлять верхню рамку і засипають її доверху формувальної сумішшю, також утрамбовуючи її. Перед засипанням верхньої половини опоки необхідно сформувати в майбутній формі отвір литника, для чого використовують спеціальну пробку конічної форми.
- Після трамбування формувальної суміші треба розділити готову форму на дві половини – верхню і нижню, для чого можна використовувати будь-який гострий предмет.
- Після вилучення з отриманої ливарної форми внутрішні порожнини моделі уважно оглядають і виправляють дефекти, які можуть на них бути присутнім.
Готову форму необхідно підсушити, після чого її можна зібрати і почати використовувати для лиття виробів з бронзи. Більш наочно виготовлення ливарної форми представлено на відео нижче.

Гіпсову форму слід покрити тонким шаром графітовим
Технологія лиття бронзових виробів більш високої якості
Щоб отримати методом лиття виріб з бронзи більш високої якості або виготовити деталь складної конфігурації, можна використовувати й іншу технологію, яка передбачає застосування моделі з легкоплавкого матеріалу. В такому випадку для створення нероз’ємної ливарної форми застосовують модель з парафіну, воску або будь-якого іншого легкоплавкого матеріалу. Таку модель просто виплавляють з готової форми, нагріваючи її або поміщаючи в киплячу воду.

Воскова модель складної конфігурації виготовляється з декількох частин, які потім допрацьовуються і спаюються
Щоб забезпечити високу точність форми і геометричних параметрів моделі, для її створення може бути використано готовий виріб. З його допомогою отримують гіпсову форму, в яку і відливається копія.
Познайомитись з технологією, що дозволяє виконувати якісне лиття навіть дуже складних по своїй конфігурації виробів, також можна з численних відео в мережі.



