
Зварювання вуглецевих сталей: технологія, електроди
Виконання такого технологічного процесу, як зварювання вуглецевих сталей, пов’язане з певними складнощами і відрізняється рядом особливостей. Головна причина такої ситуації полягає в тому, що основним елементом, що формує характеристики вуглецевих сталей і, відповідно, робить вплив на їх зварюваність, є вуглець.
Зварювання вуглецевої сталі дуплекс
Особливості зварювання виробів з вуглецевих сталевих сплавів
Вуглецевими, як відомо, називають такі сталеві сплави, вміст вуглецю в яких може змінюватись в межах 0,1–2,07%. В залежності від того, скільки вуглецю в своєму складі містять такі сплави, вони поділяються на низько- (до 0,25%), середньо- (0,25–0,6%), а також високовуглецеві (0,6–2,07%). Зварювання низьковуглецевих сталей, а також середньовуглецевих і високовуглецевих, відрізняється певними особливостями. Однак є й загальні правила здійснення такого процесу, які дозволяють отримувати якісні і надійні з’єднання виробів з вуглецевих сталей.
Технологічні особливості зварювання вуглецевих сталей
Щоб забезпечити хорошу провариваемость кореня шва при виконанні стикових зварних з’єднань деталей, виготовлених з вуглецевих сталей, даний процес виконують, тримаючи з’єднуються вироби на вазі. Цієї рекомендації намагаються дотримуватися при виконанні напівавтоматичного зварювання порошковим і звичайної дротом, а також при здійсненні газової та ручного дугового зварювання, здійснюваної за допомогою покритих вуглеців. При використанні для виконання зварювання вуглецевих сталей автоматичного обладнання намагаються створити умови для забезпечення провариваемости кореня шва і виключення такого явища, як пропалення металу.
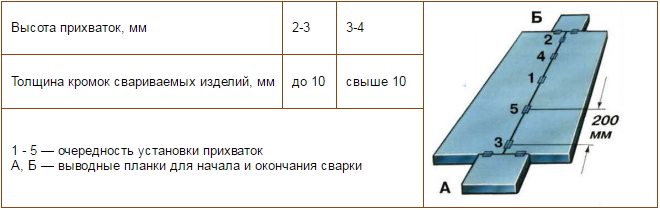
Прихватки виконуються з повним проваром стику і подальшої переплавленням при накладення основного шва
Перед початком зварювання виробів, виготовлених з вуглецевих сталей, їх необхідно точно розташувати відносно один одного і надійно зафіксувати, для чого краще всього використовувати спеціальні складальні пристосування. При відсутності такого пристосування забезпечити фіксацію можна за допомогою прихваток. Прихватки, сумарна довжина яких може доходити до третини довжини самого зварного шва, бажано накладати з боку з’єднання деталей, що є протилежній по відношенню до шву. Якщо ж належить виконання многопроходного зварного шва, то прихватки накладають з тієї сторони з’єднання, яка є протилежною по відношенню до його першого шару.
Після виконання прихваток їх ретельно зачищають, оглядають і їх виправляють дефекти, якщо вони виявлені. При виконанні зварювання вуглецевих сталей необхідно домагатися повної переплавлення прихваток, які в іншому випадку можуть стати осередком виникнення тріщин у місці зварювання.
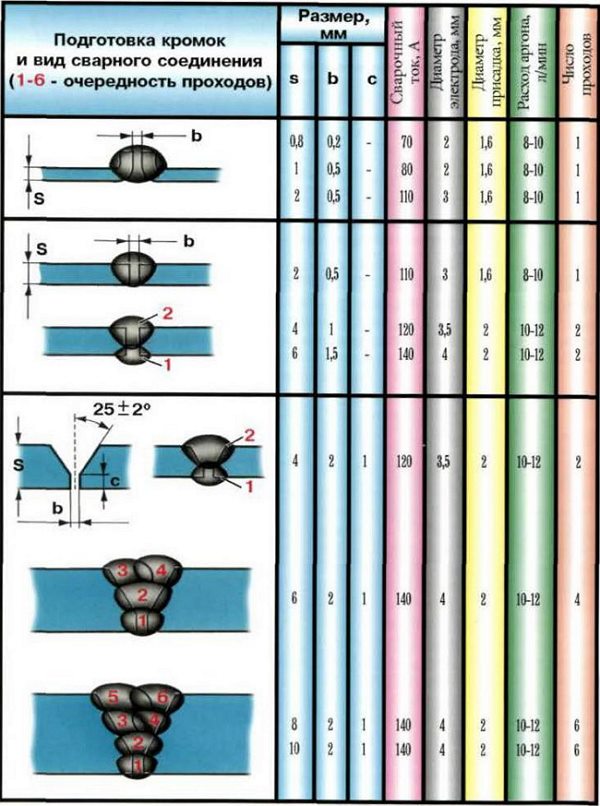
Таблиця режимів зварювання (на прикладі низьковуглецевих і низьколегованих сталей)
Технологію багатошарової або двосторонньої зварювання вуглецевих сталей вибирають, якщо формується з’єднання повинно відповідати підвищеним вимогам по своїй міцності і надійності, чи необхідно з’єднати деталі значної товщини. Якщо при огляді сформованого зварного шва виявляються дефекти (тріщини, пори, підрізи, погано проварені ділянки та ін), то для їх усунення необхідно зробити наступні дії:
- видалити наплавлений метал в області виявлення дефекту;
- зачистити область дефекту;
- підварити шов в зачищеною зоні.

Зварювання цього диференціала виконана ТІГ-зварюванням, що забезпечило якісний проварювання і відсутність бризів
Особливість виконання і автоматичного електрошлакового зварювання деталей з вуглецевих сталей полягає в тому, що з’єднуються вироби фіксують з зазором, який повинен мати деяке розширення до кінця. Для здійснення такої фіксації використовують складальні пристосування або спеціальні скоби. Для того щоб забезпечити високу якість початкової і кінцевої області зварного шва при використанні вищевказаних технологій, зварювальний процес починають не на деталях, а на спеціальних планки, фіксуються разом з ними.
Зварювання виробів з низьковуглецевих сталевих сплавів
Зварювання сталей, що належать до категорії низьковуглецевих, не становить великих складнощів для спеціаліста; для цього може бути використана будь-яка з традиційних технологій. Вибір конкретної методики отримання зварного з’єднання здійснюють, орієнтуючись на параметри зварюваних деталей і вимоги, які пред’являються до готового з’єднанню.
Особливість зварювання низьковуглецевих сталей, у складі яких додатково є легуючі добавки, полягає в тому, що основний метал та метал сполуки мають ряд відмінностей, до яких відносяться наступні:
- метал зварного шва характеризується зменшеним вмістом вуглецю, а ось частка марганцю і кремнію в ньому підвищена;
- метал з’єднуваних деталей в області, розташованої поруч зі зварним швом, піддається перегріву, що супроводжується його незначним зміцненням; така ситуація особливо характерна для тих випадків, коли використовується ручного дугового зварювання по технології;
- при зварюванні деталей, які виконані з нестаріючих легованих сталей, спостерігається зниження ударної в’язкості основного металу в області, розташованій в безпосередній близькості зі зварним швом;
- при виконанні зварювання багатошаровим методом метал шва може відрізнятися підвищеною крихкістю.
Електроди для зварювання сталей з легуючими добавками
Зварні з’єднання виробів, виготовлених з вуглецевих сталей з невеликим вмістом вуглецю, якщо вони виконані з дотриманням усіх необхідних вимог, відрізняються високою якістю і надійністю.
Газова зварювання виробів з вуглецевих сталей, у складі яких міститься до 0,25% вуглецю, також не викликає особливих складнощів. При виконанні зварювання по даній технології не потрібно використання флюсу, а її особливістю є те, що при її здійсненні правим способом витрачається більша кількість пального газу.
Вироби з вуглецевих сталей, у складі яких міститься невелика кількість вуглецю, добре зварюються і при використанні технології електродугового. Типами покриттів електродів, які оптимально підходять для практичної реалізації даного методу, є рутиловое (Э46Т) і кальцієво-фтористорутиловое (Э42А). Крім цього, багато фахівці-зварювальники використовують для зварювання деталей з вуглецевих сталевих сплавів такої категорії електроди, покриття яких додано деяку кількість залізного порошку.
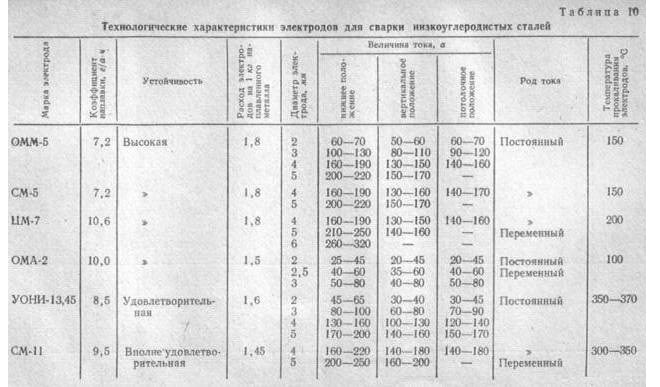
Електроди для зварювання низьковуглецевих сталей
Для зварювання деталей з низьковуглецевих сталей за допомогою електрошлакового зварювання використовують такі марки флюсів: АН-8, АН-8М, АН-22, ФЦ-1 і ФЦ-7. Тип зварювального дроту традиційно підбирають залежно від того, яким хімічним складом має матеріал виготовлення елементів, які необхідно з’єднати.
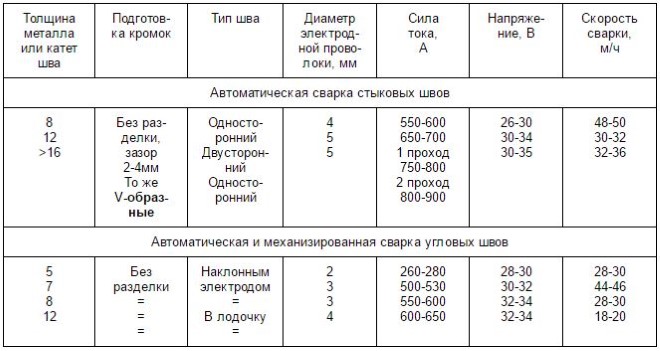
Режими зварювання під флюсом
Як виконують зварювання деталей з середньовуглецевої сталі
З причини того, що вуглецю в таких сталях міститься більше, ніж в низьковуглецевих, зварюються вони дещо гірше. При зварюванні виробів з вуглецевих сплавів даної категорії можуть виникати наступні проблеми:
- основний метал та метал зварного шва можуть мати різну ступінь міцності;
- у металі, розташованому в безпосередній близькості від шва, можуть виникати тріщини і формуватися структури, що відрізняються низькою пластичністю;
- метал зварного шва й основний метал, розташований поруч з місцем з’єднання, відрізняються невисокою стійкістю до появи в них кристалізаційних дефектів.

Неправильний вибір типу зварювання та зварювального матеріалу призводить до відсутності зварювального шва як такого
Для того щоб уникнути подібних проблем при зварюванні вуглецевих сталей з підвищеним вмістом вуглецю, можна скористатися наступними технологічними прийомами:
- використання електродів, у складі яких міститься незначна кількість вуглецю;
- виконання зварювання за двухдугового технології, коли зварний шов формується одночасно в декількох ванни розплавленого металу;
- оброблення кромок виробів, що з’єднуються таким чином, щоб забезпечувалося мінімальне проплавлення основного металу;
- попередній і супутній підігрів з’єднуються частин.
Що стосується електродугового зварювання деталей, виготовлених з середньовуглецевих сталей, то при її виконанні необхідно дотримуватись таких рекомендацій:
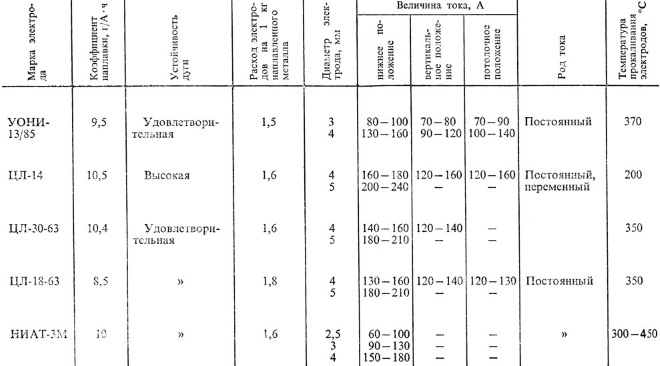
- використовувати електроди з фтористо-кальцієвим покриттям (УОНІ 13/45 і 13/55), які не тільки збільшують міцність зварного шва, але і підвищують його стійкість до утворення кристалізаційних тріщин;
- мінімізувати ризик появи тріщин в області зварного з’єднання дозволяють і такі технологічні прийоми, як здійснення поздовжніх, а не поперечних коливань електроду в процесі виконання зварювання, обов’язково заварювання кратерів сформованого зварного шва;
- при виконанні зварювання необхідно використовувати коротку дугу і накладати шов у вигляді нешироких валиків;
- щоб підвищити пластичність сформованого зварного шва, можна використовувати термічну обробку отриманого з’єднання.
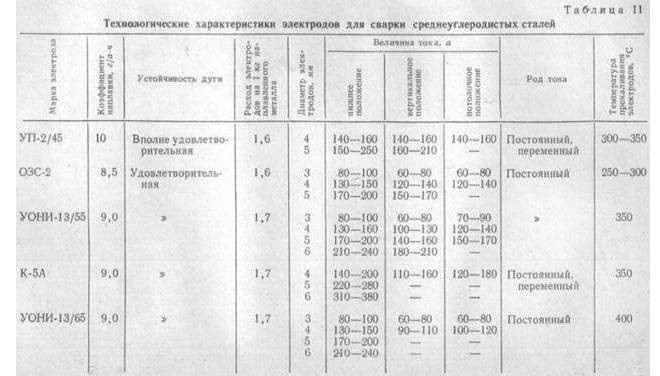
Електроди для зварювання середньовуглецевих сталей
Здійснюючи газове зварювання виробів, виготовлених їх середньовуглецевих сталей, переважно використовують лівий спосіб і застосовують стандартне або насичуватися вуглецем полум’я, потужність якого знаходиться в межах 75-100 дм3/год. Щоб поліпшити якість отриманого таким способом зварного з’єднання, після його отримання можна піддати термічній обробці деталі або виконати їх проковку. При необхідності виконання газового зварювання деталей, товщина яких перевищує 3 мм, їх необхідно піддати загальному (до 3500) або локального підігріву (до 6500).
Зварювання деталей, виготовлених з вуглецевих сталей даної категорії, можна виконувати і при досить низьких температурах навколишнього середовища: до -300. Щоб сформований з’єднання при його отриманні у таких умовах відрізнялося високою якістю і надійністю, зварену конструкцію необхідно піддати термічній обробці і забезпечити постійний прогрів зони зварювання в процесі здійснення технологічної операції.
Якісне зварне з’єднання високовуглецевих сталей
Високовуглецеві сталеві сплави відрізняються значним вмістом вуглецю в своєму складі, що виключає можливість отримання якісного зварного з’єднання деталей, які з них виготовлені. Між тим періодично виникає необхідність виконувати зварювання таких деталей, тому слід знати, як правильно здійснити подібний технологічний процес.
Вуглецеві сталі з високим вмістом вуглецю відносно непогано зварюються методами, використовуваними для виробів з середньовуглецевих сталей, але при проведенні цієї процедури потрібно дотримуватися наступних рекомендацій: не виконувати зварювання на протязі і при температурі навколишнього повітря нижче +50.
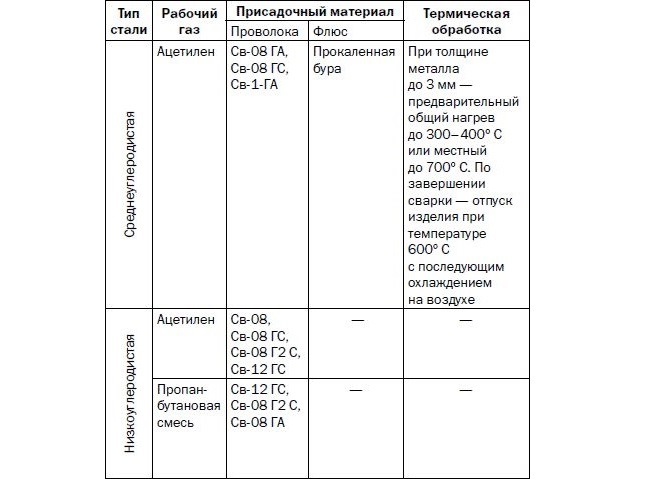
Режими газового зварювання вуглецевих сталей
Газове зварювання вуглецевих сталевих сплавів з високим вмістом вуглецю виконується тільки лівим способом і з використанням незначно науглероженного або нормального полум’я. Обов’язковою умовою, що забезпечує якісне виконання газового зварювання сталей високовуглецевої категорії, є попередній нагрів з’єднувальних частин до температури не нижче 3000.
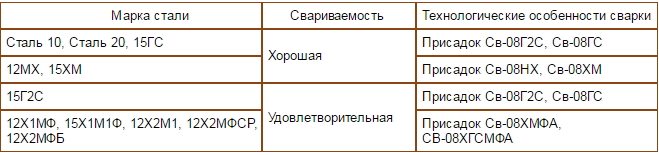
Якщо говорити про загальні рекомендації для забезпечення високої якості зварних з’єднань деталей, виготовлених з вуглецевих сплавів (всіх перерахованих вище категорій), то для цього слід правильно вибирати електроди для зварювання вуглецевих і низьколегованих сталей, зварювальний дріт, тип і потужність полум’я, а також суворо дотримуватися технологічних рекомендацій.



