
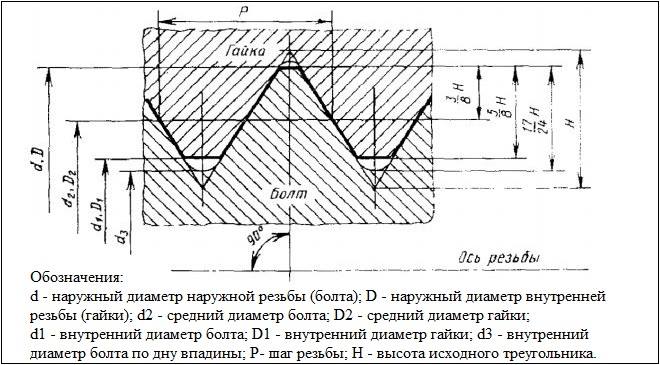
Діаметр свердла під різьблення: таблиця розмірів по ГОСТ
Незважаючи на те, що нарізування внутрішньої різьби не відноситься до складних технологічних операцій, існують деякі особливості підготовки до цієї процедури. Так, слід точно визначити розміри підготовчого отвори під нарізування різьби, а також правильно підібрати інструмент, для чого використовуються спеціальні таблиці діаметрів свердел під різьбу. Для кожного з типів різьблення необхідно використовувати відповідний інструмент і розраховувати діаметр підготовчого отвори.
Діаметр різьблення і прохідний отвір повинні відповідати стандартам, інакше канавки вийдуть занадто маленькі і різьбове з’єднання буде ненадійним
Різновиди і параметри різьби
Параметрами, за якими різьблення поділяють на різні типи, є:
- одиниці обчислення діаметра (метрична, дюймова і ін);
- кількість заходів ниток (одне-, двох — або трехзаходная);
- форма, в якій виконані елементи профілю (трикутна, прямокутна, кругла, трапецієвидна);
- напрямок підйому витків (права або ліва);
- місце розміщення на виробі (зовнішня або внутрішня);
- форма поверхні (циліндрична або конічна);
- призначення (кріпильна, кріпильний-ущільнювальна, ходова).
Параметри метричної різьби
У залежності від перерахованих вище параметрів розрізняють наступні види різьби:
- циліндрична, яка позначається літерами MJ;
- метрична і конічна, що позначаються відповідно M і MK;
- трубна, для позначення якої використовуються букви G і R;
- з круглим профілем, названа на честь Едісона і маркується літерою E;
- трапециідальна, позначувана Tr;
- кругла, використовувана для монтажу сантехнічної арматури, – Кр;
- завзята і вперта посилена, маркіруються як S і S45 відповідно;
- дюймова різьба, яка також може бути циліндричної та конічної, – BSW, UTS, NPT;
- використовується для з’єднання труб, що монтуються в нафтових свердловинах.
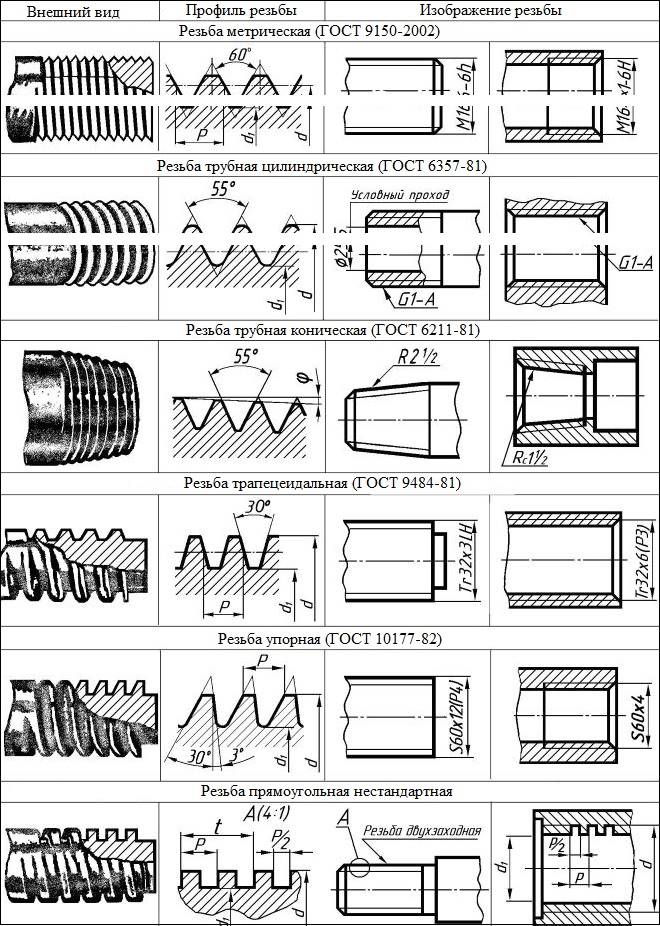
Типи різьблення по ГОСТ-ам
Застосування мітчика
Перш ніж приступити до резьбонарезанию, треба визначити діаметр підготовчого отвори і виконати його свердління. Для полегшення цієї задачі був розроблений відповідний ДСТУ, який містить таблиці, що дозволяють точно визначити діаметр отвору під різьбу. Ці відомості дозволяють легко підібрати розмір свердла.
Для нарізування різьби метричного типу на внутрішніх стінках зробленого свердлом отвори використовується мітчик – гвинтоподібний інструмент з ріжучими канавками, виконаний у вигляді стержня, який може мати циліндричну або конічну форму. На його бічній поверхні є спеціальні канавки, розташовані уздовж його осі і розділяють робочу частину на окремі сегменти, які називаються гребінками. Гострі краї гребінок як раз і є робочими поверхнями мітчика.
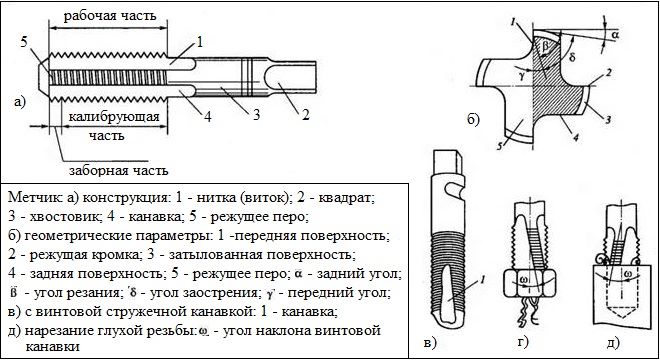
Мітчик: конструкція і параметри
Щоб витки внутрішньої різьби вийшли чистими і акуратними, а її геометричні параметри відповідали необхідним значенням, її треба нарізати поступово, шляхом поетапного зняття тонких шарів металу з оброблюваної поверхні. Саме тому з цією метою використовують або мітчики, робоча частина яких по довжині розділена на ділянки з різними геометричними параметрами, або набори таких інструментів. Поодинокі мітчики, робоча частина яких має однакові геометричні параметри по всій своїй довжині, потрібні в тих випадках, коли необхідно відновити параметри вже наявної різьби.
Мінімальним набором, за допомогою якого можна досить якісно виконати обробку отворів під різьбу, є комплект, що складається з двох мітчиків – чорнового та чистового. Перший зрізає зі стінок отвору під нарізування метричної різьби тонкий шар металу і формує на них неглибоку канавку, другий не лише поглиблює сформовану канавку, але і зачищає її.
Різновиди мітчиків для різьби та їх відмінності

Мінімальний комплект мітчиків
Об’єднані двухпроходные мітчики або набори, що складаються з двох інструментів, що використовуються для резьбонарізання в отворах невеликих діаметрів (до 3 мм). Для обробки отворів під метричну різьбу більшого діаметра необхідно використовувати комбінований трехпроходной інструмент або набір, що складається з трьох мітчиків.
Для маніпуляцій з мітчиком застосовується спеціальне пристосування – вороток. Головним параметром таких пристосувань, які можуть мати різне конструктивне виконання, є розмір посадкового отвору, який повинен точно збігатися з розміром хвостовика інструменту.

Деякі різновиди воротков для мітчиків
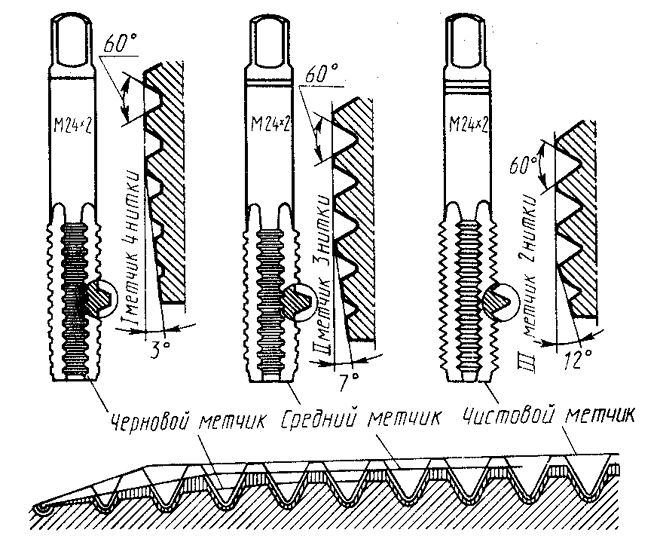
При використанні набору з трьох мітчиків, що відрізняються як своєю конструкцією, так і геометричними параметрами, слід суворо дотримуватися послідовність їх застосування. Відрізнити їх один від одного можна за спеціальним ризиків, нанесеним на хвостовики, так і за конструктивними особливостями.
- Мітчик, яким отвір під нарізування метричної різьби обробляється в першу чергу, відрізняється мінімальним діаметром серед усіх інструментів набору і ріжучими зубами, верхня частина яких сильно обрізати.
- Другий мітчик має більш коротку забірну частина і більш довгі гребені. Його робочий діаметр займає проміжне значення між діаметрами інших інструментів з набору.
- Третій мітчик, яким отвір під нарізування метричної різьби обробляється в останню чергу, характеризується повними гребенями ріжучих зубців і діаметром, який повинен точно відповідати розміру формованої різьби.
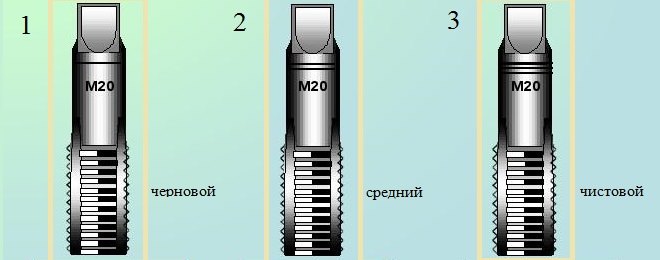
Комплект з трьох мітчиків
Мітчики використовуються переважно для нарізування різьби метричного типу. Значно рідше, ніж метричні, застосовуються мітчики, призначені для обробки внутрішніх стінок труб. Вони у відповідності зі своїм призначенням називаються трубними, а відрізнити їх можна за буквою G, присутньої в їх маркуванні.
Технологія нарізування внутрішньої різьби
Як вже говорилося вище, перед початком роботи треба просвердлити отвір, діаметр якого повинен точно підходити під різьблення певного розміру. Слід мати на увазі: якщо діаметри отворів, призначених під нарізування метричної різьби, вибрані невірно, то це може призвести не тільки до її неякісного виконання, але і до поломки мітчика.
Враховуючи той факт, що мітчик, формуючи гвинтові канавки, не тільки зрізає метал, але й долає його, діаметр свердла для виконання різьблення повинен бути трохи менше, ніж її номінальний діаметр. Наприклад, свердло під виконання різьблення М3 повинно мати діаметр 2,5 мм, під М4 – 3,3 мм, для М5 слід вибирати свердло діаметром 4,2 мм, під різьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
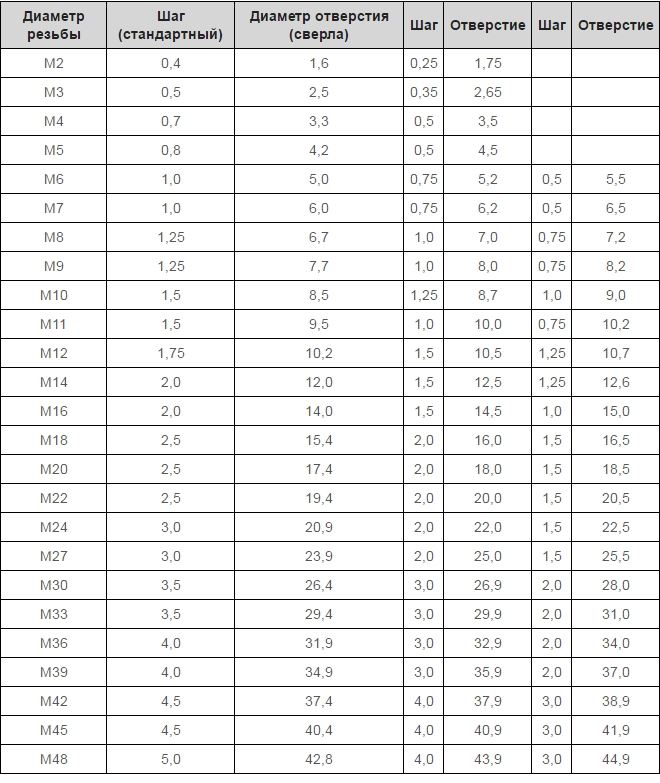
Таблиця 1. Основні діаметри отворів під метричну різьбу
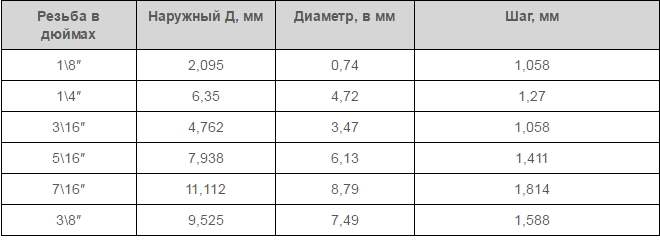
Таблиця 2. Діаметри отворів під дюймові різьби
Всі діаметри свердел під різьблення ГОСТ приводить в спеціальних таблицях. У таких таблицях вказані діаметри свердел під виконання різьблення як зі стандартним, так і зі зменшеним кроком, при цьому слід мати на увазі, що для цих цілей свердляться отвори різних діаметрів. Крім того, якщо нарізається різьба у виробах з крихких металів (таких, наприклад, як чавун), діаметр свердла під різьбу, отриманий з таблиці, необхідно зменшити на одну десяту міліметра.
Ознайомитися з положеннями ДСТУ, що регламентують нарізування метричної різьби, можна, скачавши документ у форматі pdf за посиланням нижче.
ГОСТ 19257-73 Отвори під нарізування метричної різьби. Діаметри
Скачати
Діаметри свердел під метричну різьбу можна розрахувати самостійно. Від діаметра різьби, яку потрібно нарізати, необхідно відняти значення її кроку. Сам крок різьби, розмір якого використовується при виконанні таких обчислень, можна дізнатися із спеціальних таблиць відповідності. Для того щоб визначити, якого діаметру отвір необхідно виконати з допомогою свердла в тому випадку, якщо для резьбонарізання буде використовуватися трехзаходний мітчик, треба скористатися наступною формулою:
До = Дм х 0,8, де:
До – це діаметр отвору, який треба виконати за допомогою свердла,
Дм – діаметр мітчика, яким буде оброблятися просверленный елемент.
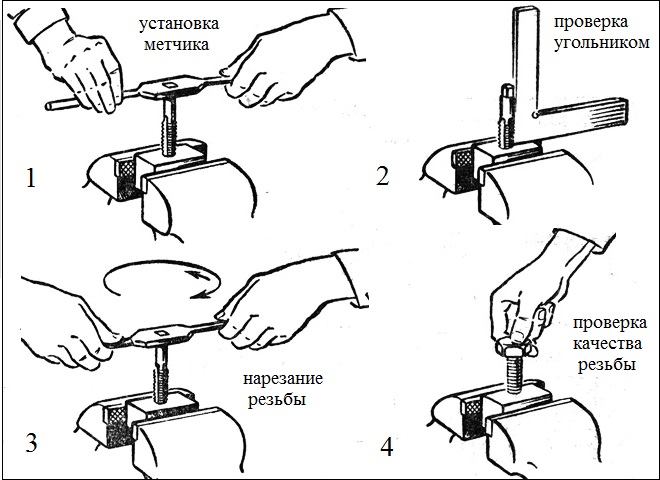
Схема нарізування внутрішньої різьби мітчиком
Воротки, в які вставлено різьбовий мітчик, можуть мати найпростішу конструкцію або оснащуватися тріскачкою. Працювати такими пристосуваннями із зафіксованими в них інструментами слід дуже акуратно. Щоб отримати якісну і чисту різьблення, обертання мітчика за годинниковою стрілкою, вчинене на пів-обороту, необхідно чергувати з його проворачиванием на одну четверту обороту проти ходу різьблення.
Різьба буде нарезаться значно легше, якщо в процесі виконання цієї процедури використовувати змазку. Роль такої мастила при нарізуванні різьби у виробах з сталі може грати оліфа, а при обробці алюмінієвих сплавів – спирт, скипидар або гас. Якщо таких технічних рідин немає під рукою, то для змащування мітчика і нарізати різьблення можна використовувати звичайне машинне масло (однак воно володіє меншим ефектом, ніж перераховані вище речовини).



