
Хромування деталей — декоративне покриття хромом: технологія
Під терміном «сталь» може розумітися як дифузійне насичення поверхні оброблюваного виробу шаром хрому, так і нанесення хрому по гальванічної технології. Існує також більш загальний термін – «металізація». Під ним мається на увазі нанесення на оброблювану поверхню шару металу, в ролі якого може виступати в тому числі і хром.
Справжні фанати хромування не проти покрити хромом все, що тільки можна
Серед методів нанесення гальванічних металу покриття хромом є найбільш популярним. Саме тому термін «металізація» часто використовується як синонім слова «сталь».
Для чого потрібен хромовий шар
Нанесення шару хрому може виконуватися для поліпшення декоративних характеристик вироби з металу (декоративне хромування), а також для захисту металевої деталі від корозії і надання її поверхні більшої твердості. Таким чином, за рахунок хромування можна не тільки поліпшити механічні та декоративні характеристики виробу, але і значно продовжити термін його експлуатації.
Безліч різноманітних хромованих виробів можна зустріти як в побуті, так і в різних галузях промисловості. Використання виробів з металу, на поверхню яких нанесено шар хрому, актуально в тих випадках, коли вони будуть експлуатуватися в умовах постійного впливу агресивних середовищ і інтенсивного тертя.

Відновлення хромованого покриття повертає колишню зовнішній вигляд і продовжує термін служби конструкції
У побутових умовах найбільш активно використовуються наступні вироби з хромованим покриттям:
- меблева фурнітура;
- елементи для оформлення домашніх і офісних інтер’єрів;
- автомобільні диски і деталі транспортного засобу;
- сувенірна продукція;
- сантехнічне обладнання.

Хромований бензобак
У промисловості технологія хромування застосовується в наступних цілях:
- при виробництві виробів з порошкової технології;
- при виготовленні прес-форм, які використовуються для виготовлення виробів із гуми та полімерних матеріалів;
- при виробництві відбивачів різного призначення;
- для підвищення твердості поверхневого шару і зносостійкості різального, а також спеціального вимірювального інструменту;
- для додання виняткових декоративних характеристик кузовним і інших деталей транспортних засобів;
- для обробки деталей, експлуатованих в умовах постійного тертя і негативного впливу зовнішнього середовища (елементи парового обладнання і тепломереж, деталі автомобільних двигунів і морських суден).

Промислова гальванічна лінія, призначена для нанесення твердого хрому на вироби з сталей і кольорових металів
Хромовані деталі відрізняються наступними характеристиками:
- високою стійкістю до корозії;
- мікротвердістю, показники якої досягають значень 950-1100 одиниць за шкалою HV;
- високою пористістю покриття, його зносо — та жаростійкістю;
- низьким коефіцієнтом тертя сформованого покриття;
- великим розкидом товщини хромового шару (5-300 мкм і навіть більше).
Перераховані характеристики, яких можна домагатися за допомогою хромування сталі та інших металів, робить таку технологію настільки популярною. Перераховувати всі сфери, де активно використовується процес хромування, можна досить довго.
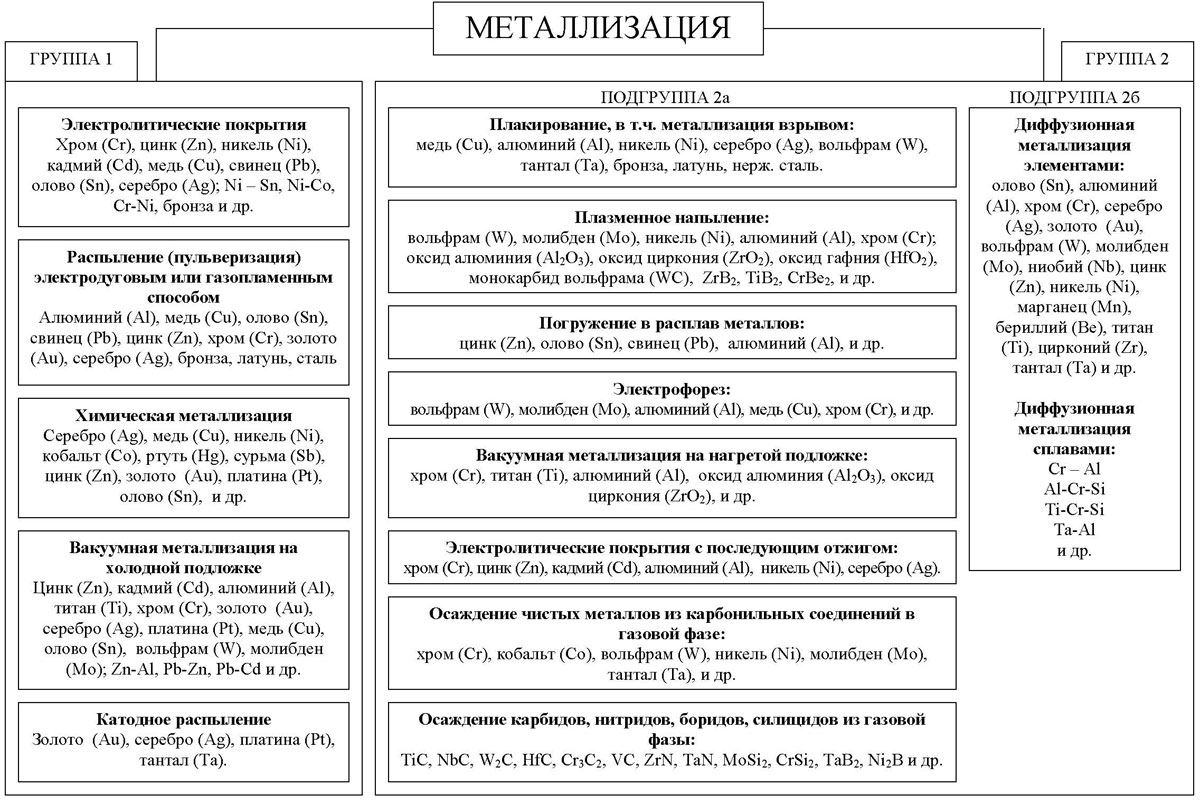
Різновиди металізації за способом взаємодії металлизируемой поверхні з наносимым металом (натисніть для збільшення)
Основні методи
На сьогоднішній день виділяють наступні види хромування, кожен з яких відрізняється своїми перевагами і недоліками:
- хромування, яке виконується за гальванічної технології;
- дифузійне хромування, проведене в герметичній ємності при високій температурі;
- вакуумне хромування, вимагає використання спеціальної камери, в якій створюється вакуум;
- каталітичне хромування, припускає, що на поверхню оброблюваного вироби наносяться спеціальні рідини без кислот;
- хімічне хромування виробів зі сталі та інших металів, яке за технологією виконання нагадує звичайну фарбування;
- хромування з гальванічною технології.
Гальванічне хромування
Покриття, одержувані в результаті гальванічного хромування, можуть бути кількох типів.
«Твердий хром»
Нанесення покриттів даного типу здійснюється при використанні струму, що відрізняється високою щільністю (більше 100 А/дм2). Температура електролітичного розчину не повинна перевищувати значення 40°. Шар хрому, нанесений за даної технології, яка робить поверхню виробу більш твердої, але в той же час і більш крихкою.
«Блискучий хром»
Покриття даного типу наносяться з використанням струму, щільність якого знаходиться в інтервалі 30-100 А/дм2 і в розчині з температурою в межах 45-60°. Поверхневий шар металу, на який хромове покриття нанесено по даній технології, набуває виключно високу твердість і зносостійкість, а також дзеркальний блиск.
«Молочний хром»
Для отримання хромованих покриттів даного типу використовується струм мінімальної щільності (до 25 А/дм2). Даний метод хромування деталей не дозволяє отримувати на них покриття високої твердості. Шар хрому, що наноситься на поверхню виробу в таких випадках, нагадує дуже еластичну масу, в структурі якої практично відсутні пори.
Для виконання такого хромування необхідний трьох — або шестивалентний хром. При хромуванні металу із застосуванням тривалентного хрому в якості основного компонента електролітичного розчину використовується хромовий ангідрид. При застосуванні шестивалентного хрому в ролі елемента виступає хлорид або сульфат хрому.
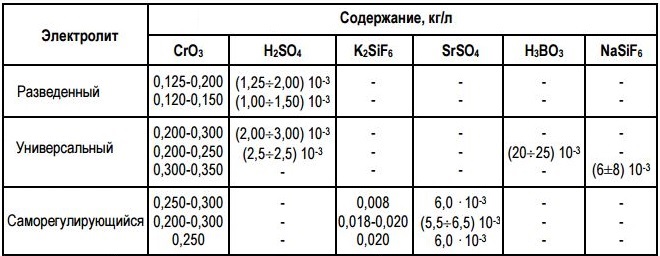
Склади електролітів для хромування
Розчини, виконані на основі шестивалентного хрому, містять у своєму складі такі компоненти:
- сірчану кислоту – 2,25–3 г/л;
- хромовий ангідрид – 225-300 г/л;
- свинець, який зазвичай входить до складу анода в поєднанні з сурмою або оловом, – 4-6%.
Велике значення для якості наноситься хромованого покриття має пропорція сірчаної кислоти і хромового ангідриду у використовуваному електролітичному розчині. Як правило, таке співвідношення намагаються витримувати в межах 1:100. Якщо воно буде менше, то поверхня хромируемой деталі не буде відрізнятися високою якістю, на ній можуть виникати відшарування, матовість і різні плями. Наприклад, якщо для хромування використовується електролітичний розчин, в якому сірчана кислота і хромовий ангідрид містяться у співвідношенні 1:50, то хромове покриття не отримає достатньо високою криючою та розсіювальної здатності.
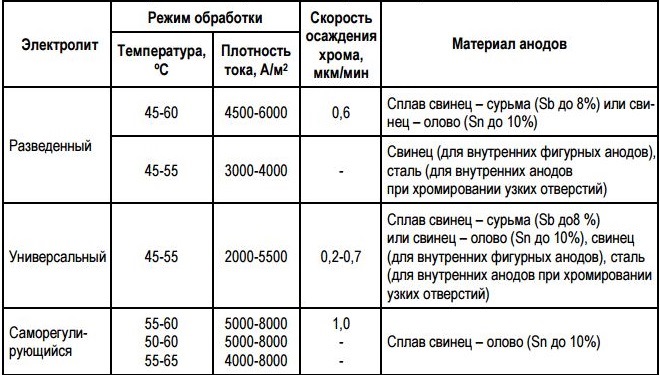
Режими хромування і матеріали для анодів
Важливими параметрами при нанесенні хромованого покриття також є щільність електричного струму (не вище 310 кА/дм2) і температура електролітичного розчину (45-60°). Якщо збільшити щільність струму, то на кутових і торцевих елементах хромируемой деталі можуть формуватися дендрити, які значно погіршують декоративні характеристики виробу.
Крім свинцевих анодів, хімічний склад яких доповнено сурмою (не більше 6%), для виконання хромування сьогодні використовуються аноди з титану, покритого платиновим шаром. При проведенні хромування бажано не застосовувати розчинні аноди: для виготовлення таких елементів краще використовувати листи або стрижні з металу, переріз яких становить близько 1,5 см.
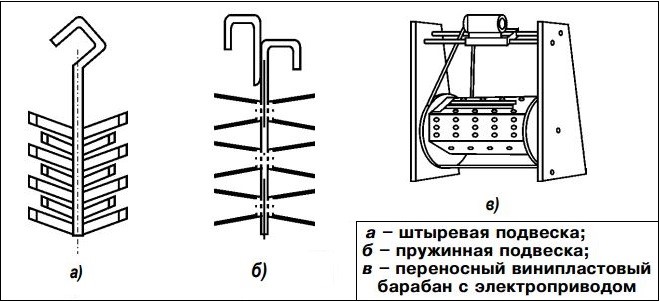
Для занурення виробів у ванну використовуються спеціальні контактні пристосування
Аноди для хромування, виготовлені із свинцю, необхідно регулярно чистити за допомогою металевої щітки, так як на їх поверхні постійно утворюється хромово-кислий наліт. У тому випадку, якщо для нанесення хрому використовуються титанові аноди, покриті шаром платини, таку чистку виконувати не буде потрібно. Якщо аноди, за допомогою яких здійснюється хромування виробів зі сталі та інших металів, не застосовуються протягом кількох днів, їх необхідно витягти з електролітичного розчину і тримати все це час у воді.
Як підготувати виріб
Технологія декоративного хромування (як і нанесення шару хрому в захисних цілях) передбачає ретельну підготовку вироби. Така підготовка полягає у виконанні таких процедур, як:
- шліфування оброблюваної поверхні, а також її ретельна полірування;
- промивка вироби і протирання його м’якою тканиною;
- ізолювання тих ділянок поверхні, де хромування не вимагається;
- знежирення хромируемой деталі;
- декапирование виробу, що дозволяє поліпшити адгезію наноситься хромового шару з основним металом;
- розміщення виробу в електролітичному розчині за допомогою спеціального кронштейна.

Шліфування виробу перед хромуванням
В окремих випадках технологія декоративного хромування передбачає попереднє травлення оброблюваної поверхні і нанесення на неї шару іншого металу (міді або нікелю), що сприяє збільшенню міцності хромового покриття.
Як проводять процедуру хромування
Сама технологія декоративного хромування полягає в наступному.
- Виріб після попередньої підготовки поміщається в ємність з електролітичним розчином, в якій вже знаходиться анод.
- Розчин, в який занурюють виріб, повинен бути попередньо нагрітий до потрібної робочої температури. Слід мати на увазі, що робоча температура електролітичного розчину повинна підтримуватися протягом всього процесу хромування. Це необхідно для того, щоб забезпечити гарну адгезію наносного шару, а також його однорідність по структурі і товщині.
- В залежності від того, якої товщини повинен бути хромований шар, визначають час перебування виробу в електролітичному розчині.

Рекомендовані режими сушіння хромованих виробів
Технологія декоративного хромування передбачає також виконання термообробки деталі (цей етап потрібний для того, щоб хромове покриття було більш твердим і міцним). Виріб, на поверхню якого нанесений шар хрому, витримують протягом декількох годин в нагрівальній печі при температурі близько 200°.
На відео нижче детально показаний процес гальванічного хромування з коментарями у вигляді субтитрів.
Хімічний спосіб
В даний час активно застосовується технологія декоративного хромування, не припускає використання електролітичного розчину. Таким способом, суть якого полягає в тому, що хром з робочого розчину осідає на поверхні оброблюваного виробу, виконується хромування алюмінію та інших металів, а також деталей з полімерних матеріалів.
Робочий розчин, використовуваний для виконання такого хромування, готується на основі хромосодержащего реагенту, дистильованої води і гипофосфита натрію. У процесі хромування, якому піддається алюмінієвий або будь-який інший сплав, гипофосфит натрію відновлює хром з його солей, і метал осідає тонким шаром на поверхні оброблюваного виробу. За рахунок того, що використовуються для виконання такого хромування хімічних реагентах міститься фосфор, готовий хромовий шар, частково насыщаемый даним елементом, відрізняється досить високою міцністю.
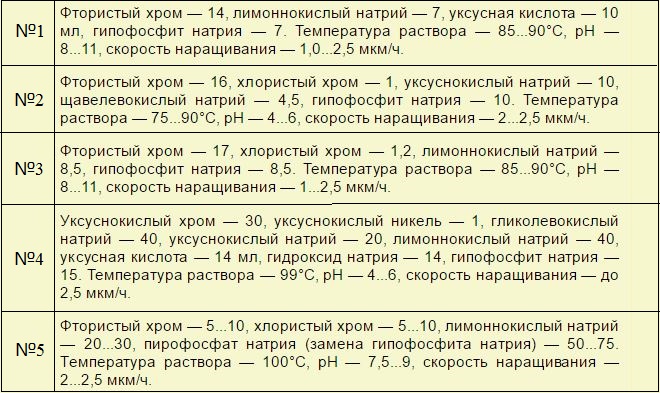
Склади розчинів для хімічного хромування
Хімічний спосіб нанесення хромового покриття відрізняється не тільки простотою реалізації, але й більшою екологічною безпекою, якщо порівнювати його з іншими технологіями хромування. Такий спосіб, за допомогою якого можна хромувати алюміній, сталь і навіть полімерні матеріали, використовують навіть в домашніх умовах.
Виконуючи хромування деталей автомобіля або інших виробів з хімічної технології, слід мати на увазі, що готове покриття виходить матовим і відрізняється непривабливим сіруватим відтінком. Щоб надати такому покриттю характерний хромовий блиск, необхідно провести фінішну полірування.
За допомогою технології хромування виробів з різних металів і полімерних матеріалів можна надавати не тільки захисні властивості, але і виняткові декоративні характеристики. Наприклад, можливе нанесення на різні деталі чорного хрому, покриття з якого робить їх зовнішній вигляд ефектним і презентабельним.



