
Як нарізати різьбу мітчиком: технологія нарізки різьблення, таблиця розмірів
Питання про те, як нарізати різьбу мітчиком, виникає в тих випадках, коли попередньо виконане отвір необхідно підготувати для розміщення в ньому болта, гвинта, шпильки і нарізного кріплення будь-якого іншого типу. Саме мітчик в подібних ситуаціях є основним інструментом, що дозволяє швидко і точно нарізати внутрішню різьбу з необхідними геометричними параметрами.
Ручна нарізка внутрішньої різьби виконується слюсарними мітчиками в комплекті з воротком
Різновиди і сфери застосування мітчиків
Нарізування внутрішньої різьби може виконуватися вручну або з використанням верстатів різного типу (свердлильних, токарних і ін.). Робочими інструментами, які виконують основну роботу по нарізування внутрішньої різьби, є машинно-ручні або машинні мітчики.
На різні види мітчики поділяють в залежності від цілого ряду параметрів. Загальноприйнятими вважаються наступні принципи класифікації мітчиків.
- За способом приведення в обертання розрізняють машинно-ручні і машинні мітчики, за допомогою яких здійснюється нарізка внутрішньої різьби. Машинно-ручні мітчики, оснащені квадратним хвостовиком, використовують в комплекті зі спеціальним пристосуванням з двома ручками (це так званий комірець, тримач мітчиків). За допомогою такого пристосування мітчик приводиться в обертання і нарізає різьбу. Нарізкарізьблення метчиком машинного типу здійснюється на металорізальних верстатах різного типу, в патроні яких такий інструмент і фіксується.
- За способом, яким нарізають внутрішнє різьблення, розрізняють універсальні (прохідні) і комплектні мітчики. Робоча частина перших розділена на кілька ділянок, кожен з яких відрізняється від інших своїми геометричними параметрами. Ділянка робочої частини, який першим починає взаємодіяти з оброблюваної поверхнею, виконує чорнову обробку, другий — проміжну, а третій, розташований ближче до хвостовика, — чистову. Для нарізки різьблення комплектними мітчиками потрібне використання декількох інструментів. Так, якщо комплект складається з трьох мітчиків, то перший з них призначений для виконання чорнової обробки, другий — для проміжної, третій — для фінішної. Як правило, комплект мітчиків для нарізання різьблення певного діаметру включає в себе три інструменти, але в окремих випадках, коли обробці піддаються вироби, виготовлені з особливо твердого матеріалу, можуть використовуватися набори, що складаються з п’яти інструментів.
- За типом отвору, на внутрішній поверхні якого необхідно нарізати різьблення, розрізняють мітчики для наскрізних і глухих отворів. Інструмент для обробки наскрізних отворів характеризується подовженим конусним кінчиком (заходом), який плавно переходить в робочу частину. Таку конструкцію найчастіше мають мітчики універсального типу. Процес нарізування внутрішньої різьби в глухих отворах здійснюється мітчиками, конусний кінчик яких зрізаний і виконує функцію найпростішої фрези. Така конструкція мітчик дозволяє нарізати з його допомогою різьблення на всю глибину глухого отвори. Для нарізування різьблення даного типу, як правило, використовується комплект мітчиків, що приводяться в обертання вручну, за допомогою воротка.
- По конструкції робочої частини мітчики можуть бути з прямими, гвинтовими або укороченими стружкоотводящімі канавками. Слід мати на увазі, що використовувати мітчики з канавками різного типу можна для нарізування різьблення в виробах з відносно м’яких матеріалів — вуглецевих, низьколегованих сталевих сплавів і ін. Якщо ж різьблення необхідно нарізати в деталях, виготовлених з дуже твердих або в’язких матеріалів (нержавіючих, жароміцних сталей і ін.), то для цих цілей використовують мітчики, ріжучі елементи яких розташовуються в шаховому порядку.

Хороший мітчик зроблений з якісної інструментальної сталі, виглядає акуратно і має рівно проточенние витки і канавки
Мітчики, як правило, застосовуються для нарізування метричної різьби, але є інструменти, за допомогою яких нарізають трубну і дюймову внутрішню різьбу. Крім того, розрізняються мітчики і за формою своєї робочої поверхні, яка може бути циліндричної або конічної.
Підготовка до нарізування внутрішньої різьби
Для того щоб процес нарізування внутрішньої різьби за допомогою мітчика не викликав особливих труднощів і завершився якісним результатом, необхідно правильно підготуватися до цієї технологічної операції. Всі способи нарізування різьблення за допомогою мітчика припускають, що в оброблюваної деталі вже виконано отвір з відповідним діаметром. Якщо внутрішнє різьблення, яку необхідно нарізати, має стандартний розмір, то для визначення діаметра підготовчого отвори може бути використана спеціальна таблиця з даними по ГОСТу.
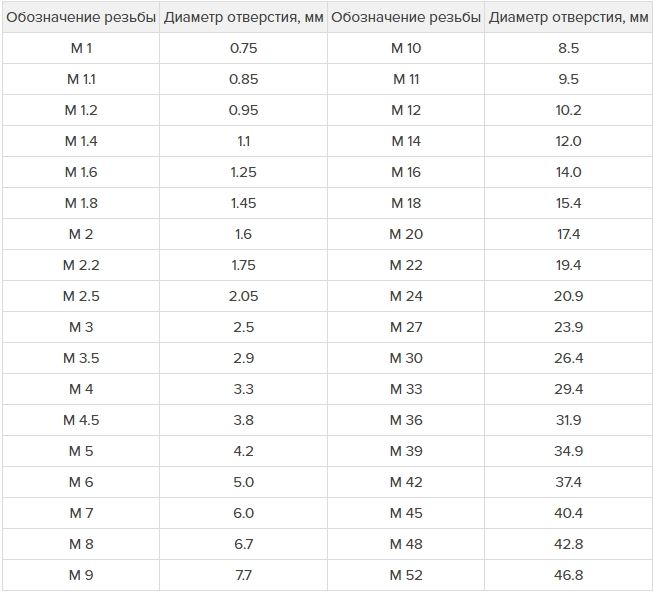
Таблиця 1. Діаметри отворів, висвердлюють під стандартну метричну різьбу
У тому випадку, якщо різьблення, яку треба нарізати, не відноситься до категорії стандартних, розрахувати діаметр отвору для її виконання можна за універсальною формулою. Перш за все необхідно вивчити маркування мітчика, в якій в обов’язковому порядку зазначаються тип нарізати різьблення, її діаметр і крок, вимірювані в міліметрах (для метричних). Потім, щоб визначити розмір поперечного перерізу отвору, яке треба просвердлити для різьблення, досить від її діаметра відняти крок. Наприклад, якщо для нарізування нестандартної внутрішньої різьби буде використовуватися інструмент з маркуванням М6х0,75, то діаметр підготовчого отвори розраховується наступним чином: 6 — 0,75 = 5,25 мм.
Для стандартних різьблень, що відносяться до категорії дюймових, також існує таблиця, що дозволяє правильно вибрати свердло, за допомогою якого виконують підготовчі роботи.

Таблиця 2. Діаметри отворів, висвердлюють під дюймову різьбу
Важливим для отримання якісного результату є питання не тільки про те, чим нарізають різьбу, а й про те, яким свердлом виконувати підготовче отвір. Вибираючи свердло, необхідно звертати увагу на параметри і якість його заточування, а також на те, щоб воно оберталося в патроні використовуваного обладнання без биття.
Кут заточування ріжучої частини підбирається в залежності від того, який твердістю володіє матеріал, який необхідно свердлити. Чим вище твердість матеріалу, тим більше повинен бути кут заточування свердла, але це значення не повинно перевищувати 140 °.

При висвердлюванні глухих отворів контролюємо глибину свердління
Як правильно нарізати різьбу? Для початку треба підібрати інструменти і витратні матеріали:
- електричну дриль або свердлильний верстат, здатні працювати на низьких оборотах;
- свердло, діаметр якого розраховується або підбирається за довідковими таблицями;
- свердло або зенковку, за допомогою яких з краю підготовленого отвору буде зніматися фаска;
- комплект мітчиків відповідного розміру;
- ручний утримувач для мітчиків (комірець);
- слюсарні лещата (якщо виріб, в якому треба нарізати різьблення, необхідно зафіксувати);
- керн;
- молоток;
- машинне масло або інший склад, яким в процесі обробки необхідно змащувати як мітчик, так і нарізати їм ділянку різьблення;
- ганчір’я.
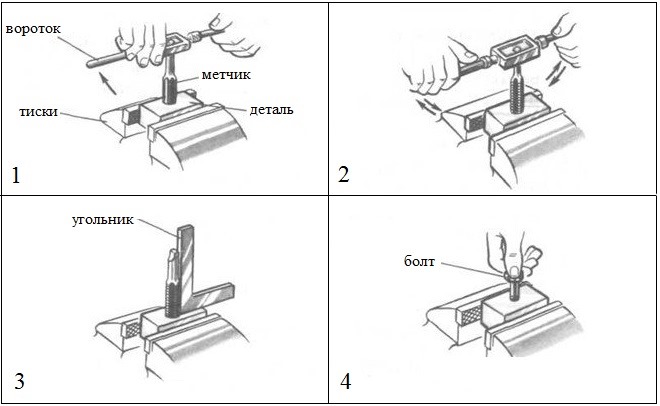
Схема нарізки різьблення мітчиком
особливості технології
При нарізуванні внутрішньої різьби мітчиком керуються наступним алгоритмом.
- У тому місці на поверхні оброблюваної деталі, де буде набриднений отвір для нарізання різьби, необхідно сформувати поглиблення для більш точного заходу свердла, використовуючи керн і звичайний молоток. Свердло фіксується в патроні електродрилі або дриля, на яких виставляються невисокі обороти обертання інструменту. Перед початком свердління ріжучу частину свердла необхідно обробити змащує складом: змащений інструмент легше входить в структуру оброблюваного матеріалу і створює менше тертя в зоні виконання обробки. Змащувати свердло можна шматочком звичайного свинячого сала або солідолом, а при обробці в’язких матеріалів для цих цілей використовують машинне масло.
- Якщо нарізати різьблення необхідно в деталях невеликого розміру, їх слід попередньо зафіксувати, використовуючи для цього слюсарні лещата. Починаючи свердління, інструмент, зафіксований в патроні обладнання, треба розташувати строго перпендикулярно до поверхні оброблюваної деталі. Слід регулярно змащувати мітчик і стежити за тим, щоб він не перекошувався і рухався строго в заданому напрямку.
- На вході в виконане отвір, як уже говорилося вище, треба зняти фаску, глибина якої повинна складати 0,5-1 мм (в залежності від діаметра отвору). Для цієї мети можна використовувати свердло більшого діаметру або зенковку, встановивши їх в патроні свердлильного устаткування.
- Процес нарізування внутрішньої різьби починається з мітчика №1, який першим встановлюється в комірець. Не слід забувати про мастило, яка обов’язково повинна бути нанесена на мітчик для нарізування різьблення. Положення мітчика щодо оброблюваного отвору треба виставити на самому початку роботи, так як потім, коли інструмент буде знаходитися вже всередині отвору, зробити це не вийде. Нарізаючи різьблення мітчиком, необхідно дотримуватися наступного правила: 2 обороту мітчика робиться по ходу нарізування різьблення, 1 — проти ходу. Коли метчиком робиться один оборот назад, з його ріжучої частини скидається стружка і зменшується навантаження на нього. Нарізування різьби плашкою виконується за аналогічною методикою.
- Нарізавши різьблення мітчиком №1, в комірець встановлюють інструмент №2, а після нього — №3. Обробка ними виконується за вищеописаною методикою. При нарізуванні різьблення мітчиками і плашками необхідно відчувати, коли інструмент починає обертатися із зусиллям. Як тільки настає такий момент, слід провернути комірець в зворотну сторону, щоб скинути стружку з ріжучої частини інструменту.

Чим твердіше оброблюваний матеріал, тим рясніше треба змащувати мітчик в процесі нарізки різьблення
Перш ніж виконувати внутрішню різьбу за допомогою мітчика або нарізати різьблення плашкою на зовнішніх поверхнях, слід добре вивчити ці процедури і строго слідувати правилам їх проведення. Тільки в такому випадку можна розраховувати на те, що результат задовольнить вас своєю якістю і точністю.



