Нарізування різьби на токарному верстаті різцем і іншими інструментами
Нарізування різьби на токарному верстаті відноситься до тих операцій, для яких можуть бути використані різні інструменти. Вирішують цю задачу найчастіше за допомогою різця. Крім нього використовують також мітчики, плашки, робочі головки спеціального призначення. Крім того, на токарних верстатах таку операцію можна виконувати за технологією накатки.
Процес нарізування різьблення на токарному верстаті різцем
Нарізування різьблення з використанням токарного обладнання
При нарізуванні різьблення на заготівлі, встановленої на токарному верстаті, за допомогою різця такий процес виглядає наступним чином: інструмент, що переміщається уздовж осі обертається деталі (рух подачі), своєї загостреною вершиною прокреслює на її поверхні лінію гвинтового типу. Характерним параметром гвинтовий лінії, що формується різцем на поверхні заготовки, є кут її підйому або збільшення. Величина даного кута, що вимірюється між дотичній, розташованої до гвинтової лінії, і площиною, яка перпендикулярна осі обертання деталі, визначається:
- величиною подачі ріжучого інструменту, що переміщається уздовж осі заготовки;
- частотою, з якою обертається деталь.
Не менш важливим параметром гвинтовий лінії є її крок, який характеризує відстань між її сусідніми витками. Вимірюється яку по осі оброблюваної деталі.
Переміщаючись уздовж осі обертається заготовки, різець врізається в неї і створює кручені поверхню, яку і прийнято називати різьбленням. Елементи з різьбовій поверхнею використовують для вирішення різних завдань: забезпечення переміщення елементів один щодо одного, їх зчленування і ущільнення формованих з’єднань.
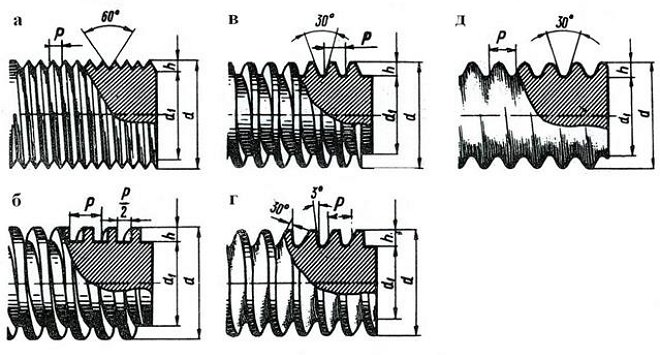
Найбільш поширені види профілю різьби: а — трикутна, б — прямокутна, в — трапецеїдальних, г — наполеглива, д — кругла
Поверхня заготовки з різьбленням може бути циліндричної і конічної. На характеристики нарізного сполучення значний вплив робить профіль різьблення, тобто її контур в площині. Виділяють профілі:
- трикутні;
- трапецеїдальні;
- прямокутні;
- наполегливі;
- круглі.
Різьба на поверхні деталі може бути сформована однією гвинтовою ниткою (однозаходная) або декількома (многозаходная). Якщо нарізають кілька гвинтових ниток, то їх розташовують еквідистантно по відношенню один до одного.
Порахувати кількість ниток можна на початку різьбовій поверхні. Многозаходная різьблення, крім кроку, характеризується таким параметром, як хід. Це відстань, що вимірюється між двома однотипними точками двох сусідніх витків, які сформовані однією ниткою. Вимірюється таку відстань по лінії, що розташовується паралельно осі різьбовій деталі. У однозаходной різьблення, сформованої однією ниткою, хід дорівнює кроку, а для многозаходной його можна обчислити, якщо помножити крок на кількість заходів.
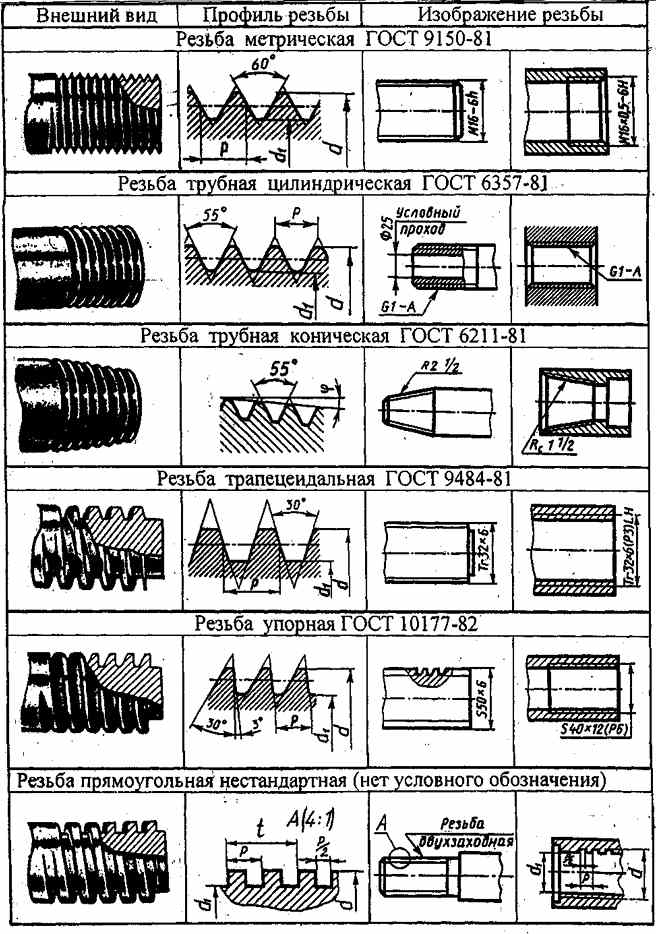
Всі різновиди різьблення зі схемами, параметрами і що регламентують їх ГОСТ
застосування різців
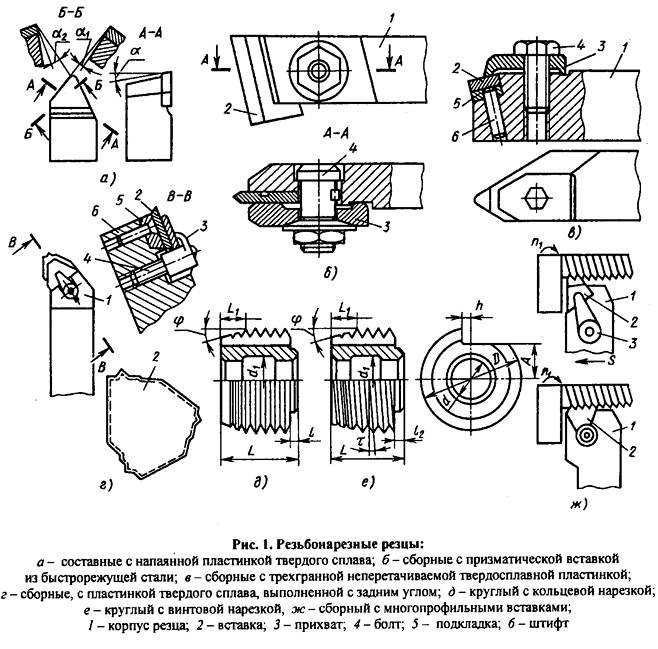
Для нарізування різьблення за допомогою токарного верстата необхідні різьбонарізні різці. Виготовляються вони зі швидкорізальної сталі, а вимоги до їх характеристикам обумовлюються відповідним стандартом (18876-73). По конструкції такі різці підрозділяються на наступні типи:
- призматичні;
- стрижневі;
- круглі (дискові).
Гвинтові резьбовая канавка на поверхні заготовки нарізається різцем відігнутої або прямої форми, а для формування різьби внутрішнього типу потрібні прямі і вигнуті інструменти, які фіксують у спеціальній оправці. Вершина токарного різця, якій і виконується нарізування витків, повинна мати конфігурацію, яка повністю відповідає профілю формованої різьблення.
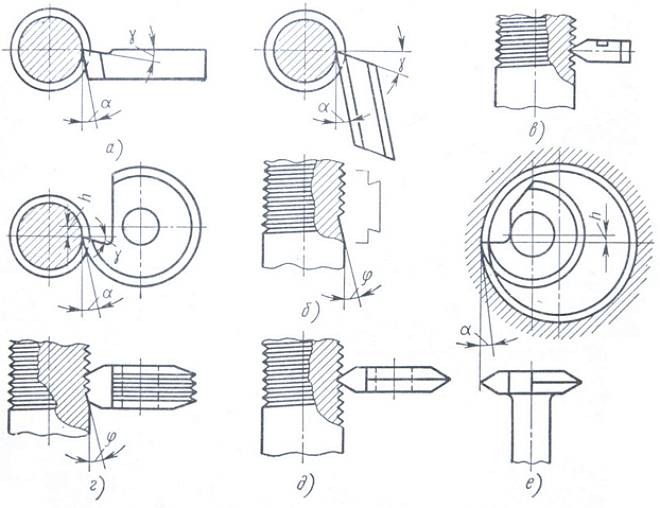
Різці для нарізування різьблення: а — стрижневий; б — призматичний багатопрофільний; в — призматичний однопрофільних; г — дисковий багатопрофільний; д — дисковий однопрофільних; е — дисковий для внутрішньої різьби; ? — задній кут; ? — передній кут; ? — кут забірного конуса; h — висота установки осі різця
При формуванні різьблення різцем слід враховувати ряд особливостей такої технології.
- Передній кут токарного інструменту для нарізання різьблення залежить від характеристики матеріалу, що піддається обробці. Вибирати такий кут можна в досить широких межах: 0-250. Так, якщо різьблення за допомогою верстата нарізається на заготовках із звичайних сталей, передній кут повинен становити 0 градусів, для високолегованих сталей, які добре протистоять температурних навантажень, передній кут може становити 5-100. Він може бути тим більше, чим вище в’язкість матеріалу, і тим менше, чим вище твердість і крихкість металу, з якого виконана обробляється на верстаті заготовка.
- Вершина токарного різця, яка формує кручені лінію на заготівлі, повинна мати форму, ідентичну профілю різьби.
- Задні бічні кути інструменту вибираються такими, щоб поверхні різця, якими вони сформовані, чи не терлися об щойно сформовану кручені канавку. Зазвичай ці кути по обидва боки токарного різця роблять однаковими. Якщо кут підйому, яким характеризується різьблення, становить менше 4 градусів, то такі кути вибирають в межах 3-50, якщо більше 40, то 6-8 градусів.
- Різьблення внутрішнього типу нарізають в уже підготовлених отворах, які отримані расточкой або свердлінням.
різьбонарізні різці
Заготовки, які зроблені зі сталі, обробляють на токарному верстаті за допомогою інструментів з пластинами, виконаними з твердих сплавів Т15К6, Т14К8, Т15К6, Т30К4. Якщо деталь виготовлена ??з чавуну, то для нарізування різьблення на ній використовують інструмент з пластинами з наступних марок твердих сплавів: ВК4, В2К, ВК6М, ВК3М.
Технологія використання мітчиків і плашок
За допомогою мітчиків, що представляють собою гвинт з кількома поздовжніми канавками, які формують ріжучі кромки і сприяють відведенню стружки, на токарному верстаті нарізають переважно метричні різьблення в отворах невеликого діаметру. Якщо для нарізування різьблення використовуються машинні мітчики, то операція виконується за один прохід.
Машинні мітчики відрізняються від звичайних тим, що вони складаються з двох частин — забірної та калібрування. Якщо для нарізування різьблення за допомогою токарного верстата використовуються звичайні мітчики, то технологія виконання цього процесу передбачає застосування набору інструментів. Набір для нарізування внутрішньої різьби включає в себе три типи мітчиків: чорновий, який виконує 60% роботи, напівчистової (30%), чистової (10%). Іноді в такому наборі може бути два інструменту: чорновий, що виконує 75% роботи, і чистової, на який припадає 25% роботи. Щоб відрізнити чорновий мітчик від чистового, досить подивитися на його забірну частину: вона у нього значно довше, ніж у чистового.
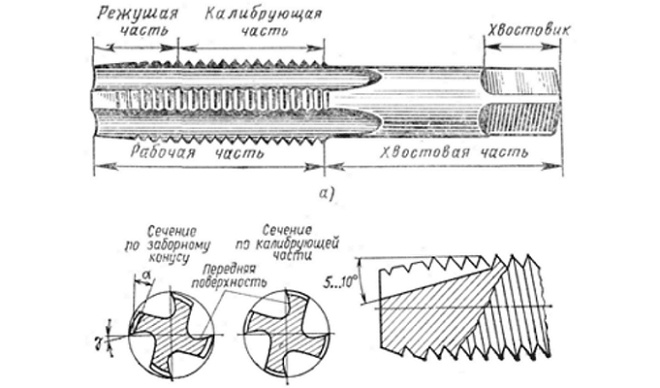
Конструкція мітчика для нарізування різьблення
Швидкість нарізування різьблення на токарному верстаті з використанням мітчиків може бути досить високою:
- 6-22 м в хвилину — для деталей, виготовлених з чавуну, бронзи і алюмінію;
- 5-12 м в хвилину — для сталевих заготовок.
За допомогою плашок, що представляють собою кільце з внутрішнім різьбленням і декількома стружковими канавками, зовнішнє різьблення роблять на гвинтах, болтах і шпильках. Поверхня деталі повинна бути попередньо обточити на величину необхідного діаметра, який обов’язково повинен враховувати допуск:
- 0,14-0,28 мм — для різьблення, діаметр якої становить 20-30 мм;
- 0,12-0,24 мм — для різьблення з діаметром 11-18 мм;
- 0,1-0,2 мм — для різьблення, що має діаметр 6-10 мм.
Плашки, якими нарізається зовнішня різьба, закріплюються в спеціальному патроні (Заклепочники), розташованому в пінолі задньої бабки токарного верстата.

Плашки для нарізування різьблення
Використовуючи плашки, різьблення нарізають з наступними швидкостями (їх настройка також враховує мінімальний знос інструменту в ході роботи):
- 10-15 м в хвилину — на виробах, виконаних з латуні;
- 2-3 м в хвилину — на чавунних деталях;
- 3-4 м в хвилину — на заготовках з стали.
Щоб плашка безперешкодно зайшла на деталь, на торці останньої знімають фаску, по висоті збігається з висотою профілю різьби.
Застосування різенарізальних головок
При нарізуванні різьблення із застосуванням токарних верстатів до спеціальних голівок звертаються значно рідше, ніж до вищеописаних інструментів. Використовуватися такі головки можуть для нарізування різьблення будь-якого типу. Їх робочими елементами є гребінки: призматичні застосовуються, коли потрібно нарізати внутрішню різьбу, для нарізування зовнішньої необхідні радіальні, круглі і тангенціальні. Особливість таких головок полягає в тому, що їх робочі органи автоматично розходяться при здійсненні зворотного ходу, таким чином, вони не контактують з тільки що нарізаною різьбою.

різьбонарізні головки

Гребінки для нарізування різьблення
Гребінки для нарізування внутрішньої різьби (їх кількість в комплекті може бути різним) виконуються з заходная конусом. При нарізуванні зовнішньої різьби переважно використовуються гребінки круглого типу, які відрізняються простотою своєї конструкції. Крім того, Гребінка такого типу властива висока стійкість, їх можна неодноразово переточувати, приводячи їх геометричні параметри до первинних значень.
У тому випадку, якщо на токарному верстаті необхідно нарізати кручені поверхню на черв’яків або гвинтах, що відрізняються великою довжиною, то різьбонарізні головки фіксують на супорті верстата, що сприяє підвищенню продуктивності технологічного процесу. Оснащуватися такі головки можуть як звичайними різцями, так і інструментом чашкового типу.
Зрозуміти технологію нарізування різьблення за допомогою токарного верстата можна по відео, на якому добре видно, як здійснюється цей процес. Нижче наведено кілька відео, на яких зображений процес виготовлення різьби різними способами.



