
Зварювання нержавіючої сталі напівавтоматом в середовищі вуглекислого газу: відео, інструкція
Зварювання нержавіючої сталі напівавтоматом може представляти досить високу складність не тільки для новачка, але і для досвідченого фахівця. Такі складнощі в першу чергу пов’язані з особливостями самого металу, для якісного зварювання якого необхідно правильно підібрати робочі режими зварювання і відповідні витратні матеріали.
Напівавтомат для зварювання металу в середовищі захисного газу
Види нержавіючих сталей
Основним легуючим елементом сталей, що відносяться до категорії нержавіючих, є хром. Завдяки цьому елементу, якого в нержавійці повинно міститися не менше 12%, на її поверхні створюється оксидна плівка. Незважаючи на дуже незначну товщину такої плівки, іноді не перевищує розмірів декількох атомів, вона забезпечує надійний захист металу від впливу корозії. Крім того, якщо випадково або навмисно пошкодити цю захисну плівку методом механічного впливу, то через деякий час вона відновить свою цілісність.
У хімічному складі переважної більшості марок нержавіючих сталей, крім заліза, вуглецю і хрому, можуть міститися такі хімічні елементи, як нікель, титан, ніобій і молібден. Ці елементи, що знаходяться в складі нержавійки в досить незначних кількостях, покращують як антикорозійні, так і механічні властивості сплаву.
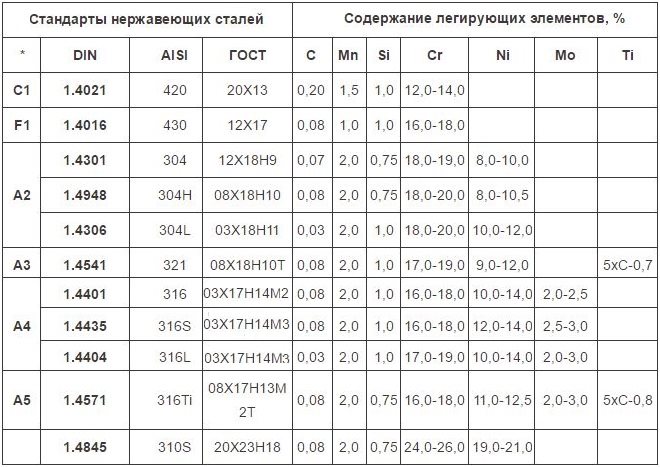
Хімічний склад основних марок нержавіючої сталі
Нержавіючі стали в залежності від особливостей своєї внутрішньої структури можуть належати до одного з наступних типів.
мартенситні
Це сплави, що містять в своєму складі 17% хрому і 0,5% вуглецю. Нержавійка з такою структурою відрізняється твердістю і високою крихкістю і може успішно експлуатуватися тільки в слабоагресивних середовищах.
аустенітні
У хімічному складі таких сталей, крім хрому і вуглецю, також міститься нікель, який і збільшує аустенитную область в їх структурі. Відмінними якостями таких сплавів, що відносяться до категорії немагнітних, є висока корозійна стійкість, міцність, оптимально поєднується з хорошою пластичністю.
феритні
Сюди відносяться нержавіючі сталеві сплави, що містять в своєму складі не більше 0,12% вуглецю і до 30% хрому. Така нержавейка, що відрізняється хорошим співвідношенням високої міцності і пластичності, стійка до термічної загартуванню і може успішно експлуатуватися в умовах впливу агресивних середовищ.

Зварювання нержавіючої сталі в захисному середовищі полуавтоматом забезпечує якісне з’єднання виробів
Властивості і зварюваність нержавійки
Стали, що відносяться до категорії нержавіючих, є важко зварюються матеріалом, що пояснюється рядом їх фізичних і хімічних характеристик. Вирішивши варити нержавійку полуавтоматом, ви повинні враховувати ряд важливих параметрів. Тільки в такому випадку можна розраховувати на те, що отримане зварене з’єднання буде відрізнятися необхідною якістю і надійністю.
У порівнянні зі сталями інших категорій, нержавіюча відрізняється досить низькою (в середньому в два рази) теплопровідністю. Через це тепло з зварювальної зони відводиться дуже погано, в результаті метал піддається значному перегріву, що негативно позначається на його корозійної стійкості. Щоб уникнути таких негативних наслідків, зварювання нержавіючої сталі за допомогою напівавтомата виконується на зниженому струмі (на 15-20%), а з’єднуються деталі піддають додатковому охолодженню.
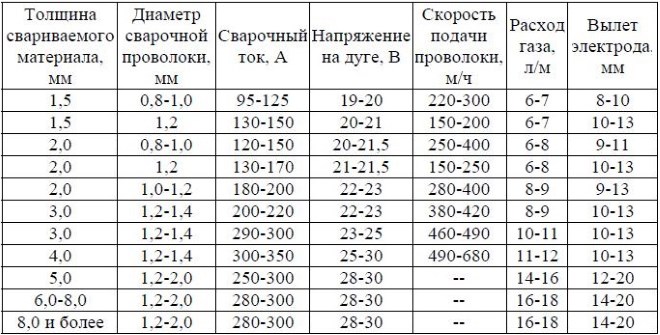
Орієнтовні режими напівавтоматичного зварювання в середовищі захисного газу
При значному нагріванні (понад 500 °) на кордонах кристалічної решітки нержавіючого металу формуються карбідні з’єднання, які стають причиною виникнення такого явища, як межкристаллитная корозія. В результаті відбувається розшарування внутрішньої структури металу і розвиваються корозійні процеси. Щоб уникнути цього, вдаються до більш інтенсивного охолодження з’єднуються виробів, для чого може використовуватися звичайна вода.
Варити нержавійку (в тому числі і в середовищі захисного газу) складно ще й тому, що вона має схильність до теплового розширення. Значне розширення з’єднуються виробів, що відбувається в процесі зварювання напівавтоматом, призводить до утворення тріщин як в звареному шві, так і в основному металі. Тим часом можна уникнути такого явища, якщо між зварюються деталями залишати більш широкий зазор.

Якісний зварений шов нержавійки може бути злегка сіруватим, але не темним
Нержавіюча сталь через особливості свого хімічного складу відрізняється досить високим електричним опором, що стає причиною значного нагрівання електродів, що використовуються для виконання зварювання напівавтоматом. У зв’язку з цим для зварювання нержавійки застосовують електроди, виготовлені з дроту з певним хімічним складом, а довжина прутків, якщо в їх склад входять хром і нікель, не повинна перевищувати 350 мм.
Витратні матеріали
Хороших результатів з’єднання деталей з нержавійки дозволяє домогтися зварювання, виконувана в середовищі захисного газу. Щоб варити за такою технологією, природно, буде потрібно як спеціальне обладнання, так і відповідні витратні матеріали, в якості яких виступають присадний дріт і сам газ.
Призначенням газу при зварюванні напівавтоматом є захист розплавленого металу в зварювальній ванні від окислення. Газ, який використовується для такого захисту, сам не повинен вступати в реакцію з розплавленим металом, щоб не чинити на нього шкідливого впливу. Саме тому в якості захисного середовища переважно використовують інертний аргон, змішаний з невеликою кількістю вуглекислого газу.

Зліва зварений шов, виконаний в середовищі вуглекислого газу. Справа — в аргоні (98%)
Стандартний склад газової суміші, використовуваної при зварюванні нержавійки полуавтоматом, включає в себе 98% аргону і 2% вуглекислого газу. В окремих випадках, щоб знизити собівартість виконання зварювання, допускається застосовувати газову суміш, що складається з 70% аргону і 30% вуглекислого газу.
Щоб варити нержавійку, отримуючи при цьому якісний і надійний зварений шов, дуже важливо правильно підібрати присадні дріт, яка також повинна бути виготовлена ??з нержавіючої сталі. У тих випадках, коли немає можливості скористатися захисним газом, зварювання напівавтоматом проводять в звичайному середовищі, але для її виконання використовують спеціальну порошкову дріт. Тим часом використання останньої призводить до того, що зварні шви з часом можуть покритися шаром іржі.
Деякі особливості технології
Значно підвищити якість зварювання нержавійки, а також спростити процес її виконання дозволяє використання спеціальних зварювальних напівавтоматів, згаданих вище. Використання такого обладнання дозволяє вирішити відразу кілька технологічних завдань, до числа яких відносяться:
- подача присадного дроту в зону формування з’єднання;
- подача в зону зварювання захисного газу;
- охолодження зварювального пальника;
- забезпечення зручності виконання зварних з’єднань в важкодоступних місцях.
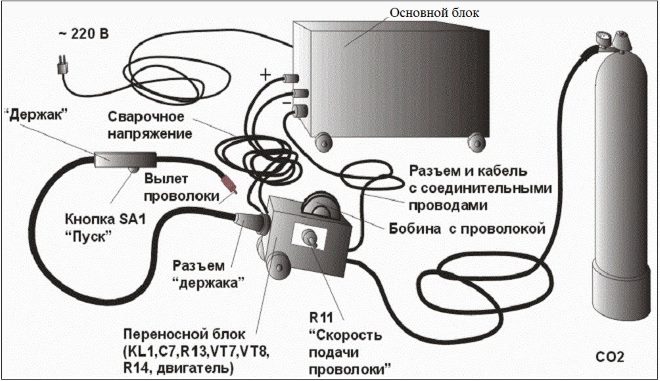
Устаткування для зварювання напівавтоматом
У виробах з нержавіючих сталей в процесі зварювання утворюються значні внутрішні напруги, які знімаються їх подальшої термічної обробкою — нагріванням до температури 660-760 ° і повільним охолодженням на відкритому повітрі.
Підготовка до зварювальних робіт
Перш ніж варити за допомогою напівавтомата вироби, виготовлені з нержавіючої сталі, їх необхідно правильно підготувати, щоб отримати якісне і надійне з’єднання. Процес такої підготовки полягає в наступному.
- Поверхня деталей, що з’єднуються ретельно зачищається із застосуванням металевої щітки, а потім обезжиривается, для чого можна використовувати найбільш поширені розчинники.
- Щоб видалити з поверхні виробу залишки вологи, його нагрівають до температури 100 °.
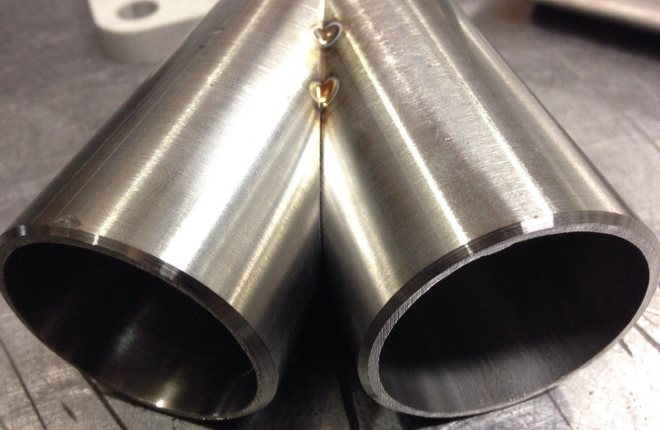
Підготовка нержавійки для зварювання колектора
Правила і методи зварювання
Як вже говорилося вище, щоб якісно варити нержавійку за допомогою напівавтомата, необхідно правильно підібрати присадні дріт, з якої і буде формуватися зварений шов. Оптимально, якщо ступінь легування дроту перевищує аналогічний параметр основного металу. Пояснюється це тим, що легуючі елементи, що містяться в хімічному складі дроту, будуть вигоряти з металу в процесі його плавлення, тому їх зміст і повинно бути враховано з запасом.

Для напівавтоматичного зварювання нержавійки використовується дріт з наднизьким вмістом вуглецю і високим вмістом кремнію, стійка до окислюючих середовищ
Для зварювання виробів, виготовлених з нержавіючої сталі, використовуються три основні методи:
- метод короткої дуги (застосовується в тих випадках, коли зварюються вироби невеликої товщини);
- метод струменевого перенесення (дозволяє виконувати зварювання деталей навіть дуже значної товщини);
- імпульсний (найбільш універсальна технологія, що дозволяє виконувати зварювальні роботи з високою продуктивністю і при цьому економити витрачаються ресурси).
Кожен з перерахованих методів відрізняється певними особливостями, але є і загальні правила, яких слід дотримуватися, використовуючи кожен з них. Розглянемо ці правила.
- Корпус пальника розташовується під протилежним кутом до ходу шва, щоб забезпечити якісний огляд останнього.
- Сопло пальника, через яке подаються захисний газ і зварювальний дріт, розташовують на відстані приблизно 12 мм від поверхні виробів.
- Присадний дріт, розплавлена ??в результаті горіння електричної дуги, подається в зону формованого зварного шва невеликими краплями.

Положення пальника — приблизно на 11 годину
Крім того, існують загальні рекомендації щодо виконання зварювальних робіт, для здійснення яких використовується захисний газ.
- Варити нержавійку слід тільки на зворотній полярності.
- Кут, під яким розташовується сопло зварювального апарату, повинен забезпечувати хороший проварена місця з’єднання і невелику ширину формованого шва.
- Виліт дроту з сопла зварювального апарата не повинен перевищувати 12 мм.
- Витрата газу, який формує захисну середу, повинен перебувати в інтервалі 6-12 м3 / хв.
- Газ, який подається в зону зварювання, повинен попередньо пропускатися через осушувач, в якості якого використовується мідний купорос.
- Щоб мінімізувати розбризкування розплавленого металу із зони виконання зварювання, поверхня з’єднуються виробів обробляють водним розчином крейди.
- Щоб отримати гарний і якісний зварний шов, його не слід починати і закінчувати на самому краю деталей, що з’єднуються. Краще відступити на деяку відстань. Сама зварювання, що важливо, виконується без коливальних рухів в сторони від формованого шва.
Усунення деформацій
У процесі зварювання вироби з нержавійки можуть деформуватися, що пов’язано з їх значним нагріванням в процесі виконання цієї процедури. Для того щоб виправити такі дефекти, можна скористатися одним з двох способів.
- Використовуючи молоток і гладилку, що утворився на поверхні нержавійки «бульбашка» просто простукують, рухаючись від краю деталі.
- Виправлення сформованого викривлення за допомогою простукування буде більш ефективним, якщо поєднати його з прогріванням деталей, для чого можна використовувати звичайну газовий пальник.
Для того щоб якісно варити нержавіючу сталь за допомогою напівавтомата, недостатньо просто познайомитися з теоретичною базою, дуже бажано подивитися і навчальне відео на цю тему.



