
Зварка аргоном алюмінію: покрокова інструкція для початківців, відео
Найбільш ефективним способом створення нероз’ємного з’єднання деталей, виконаних з алюмінію і сплавів на основі даного металу, як показує практика, є зварка аргоном алюмінію. Будь-яка технологія зварювання, що передбачає використання захисного газу, передбачає застосування спеціального обладнання, а також наявність у зварника відповідних знань, кваліфікації і досвіду виконання подібних робіт. Крім того, необхідно володіти хоча б початковими знаннями в області металознавства, щоб розуміти, які процеси протікають у зварювальній ванні.
Процес аргонодугового зварювання алюмінію
Які властивості алюмінію слід враховувати при його зварюванні
Розбиратися в нюансах процесів, що протікають в структурі алюмінію при виконанні з ним зварювальних робіт, що особливо важливо для початківців зварювальників. Щоб добре розбиратися в цьому, необхідно познайомитися з хімічними властивостями, якими володіє даний метал, що відрізняється невеликою питомою вагою, високою міцністю і винятковою хімічною активністю.
Найбільш значущою характеристикою алюмінію, про яку повинні знати не тільки досвідчені, а й початківці зварювальники, є його здатність швидко вступати в реакцію з киснем, що призводить до утворення на поверхні металу тугоплавкої оксидної плівки. Що характерно, сам алюміній може плавитися при температурі 650 градусів, а щоб розплавити оксидну плівку, що покриває його поверхню, потрібна температура нагрівання, що перевищує 2000 градусів. Нерасплавленная оксидна плівка при зварюванні на постійному струмі може занурюватися у розплавлений метал, тим самим погіршуючи його внутрішню структуру.
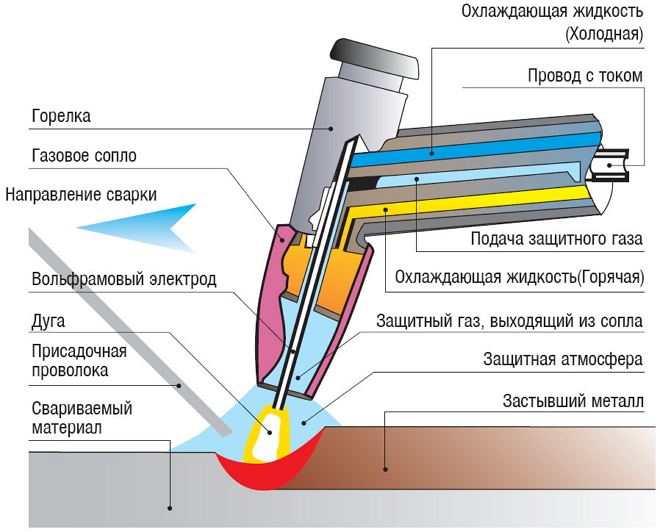
Схема аргонодугового зварювання
Ще однією особливістю, яку слід враховувати при виконанні зварювання даного металу, є те, що він не змінює свого кольору в процесі нагрівання. З-за цього візуально визначити ступінь нагріву деталей, що з’єднуються досить складно, що часто призводить до прожогам і витіканні розплавленого металу в процесі виконання зварювальних робіт.
Властивістю алюмінію, яке слід враховувати, якщо ви зберетеся варити деталі з цього металу, є значний коефіцієнт його об’ємної усадки, що нерідко призводить до виникнення напружень і деформацій в межах сформованого зварного шва і, як наслідок, до утворення в ньому тріщин. Щоб уникнути таких неприємних наслідків, необхідно виконувати модифікацію зварного шва або компенсувати усадку металу за рахунок більшої витрати зварювального дроту.
Будь-яка інструкція по зварюванню алюмінію, а також сплавів на його основі передбачає, що виконує її фахівець обізнаний про характеристики даного металу, до яких слід віднести:
- високу хімічну активність;
- невисоку температуру плавлення самого металу;
- значну об’ємну усадку.
Враховуючи все вищезазначене, можна стверджувати, що саме завдяки зварюванні алюмінію аргоном отримують якісні, красиві та надійні з’єднання деталей. А якщо використовувати для виконання такої зварювання напівавтоматичне обладнання, то можна ефективно вирішити відразу два завдання: захистити зону зварювання від шкідливого впливу навколишнього середовища, а також компенсувати значну усадку металу за рахунок постійно подається зварювального дроту.
Звичайно, крім даної технології, існують і інші методи з’єднання деталей з алюмінію за допомогою зварювання, про особливості використання яких повинен знати кожен фахівець.
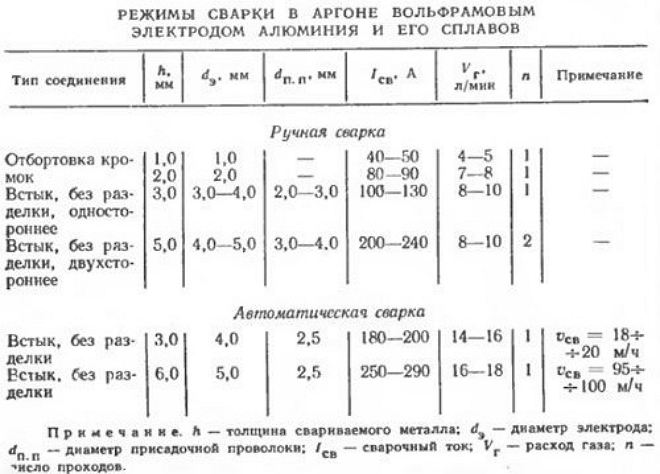
Режими аргонодугового зварювання алюмінію і його сплавів
Способи зварювання алюмінію
Крім зварювання, що передбачає використання аргону в якості захисного газу, варити деталі з алюмінію можна і за допомогою інших технологій. Найбільш поширеними є:
- зварювання виконується за допомогою газового пальника;
- електродугове зварювання;
- аргонодугове зварювання.
Перша з перерахованих вище технологій зварювання алюмінію передбачає використання присадного дроту, яка подається в зварювальну зону, а також спеціального флюсу, що складається з фтористих та хлористих солей. Флюс, який разом з присадним прутком нагрівається полум’ям газового пальника, роз’їдає оксидну плівку і відкриває доступ полум’я до основного металу, плавящемуся при досить невисокій температурі. Після закінчення зварювальних робіт, виконуваних за даною технологією, необхідно одразу промити поверхні деталей, що з’єднуються, щоб змити з них залишки їдкого флюсу. Великою перевагою даної технології є те, що при її використанні забезпечується мінімальний витрата присадочного матеріалу.
Обладнання для напівавтоматичного зварювання в середовищі аргону
Для з’єднання алюмінієвих деталей також може застосовуватися електродугового зварювальний апарат, спеціальні електроди з алюмінію або присадочная дріт, на поверхню якої нанесено обмазка з флюсу. Зварювання при використанні такого апарату виконується постійним струмом, з’єднаним із зворотною полярністю.
Однак, як уже зазначено вище, найбільш якісне з’єднання дозволяє отримати аргонодугове зварювання алюмінію. Нагрів деталей, що з’єднуються при використанні даної технології забезпечується за рахунок електричної дуги, що горить між неплавким вольфрамовим електродом і сполучаються заготовками. Формування зварного шва відбувається за рахунок використання дроту з алюмінію, що подається в зону горіння дуги вручну або механічним способом – при зварюванні напівавтоматом.
Обладнання для ручної аргонодугового зварювання
Висока температура, яка створюється при горінні електричної дуги, що дозволяє зруйнувати оксидну плівку на поверхні деталей, що з’єднуються, а щоб алюміній не встиг перейти в рідку фазу і витекти з зони формованого з’єднання, зварювальний електрод переміщають з досить високою швидкістю. Великою перевагою даного методу зварювання є те, що електрод, виготовлений з тугоплавкого вольфраму, служить впродовж тривалого часу, а це дозволяє економити на витратних матеріалах.
Щоб зварний шов, що виконується напівавтоматом з використанням присадного дроту, володів високою якістю і надійністю, необхідно максимальну відповідність хімічного складу такої дроту складу з’єднуються заготовок.
Для виконання зварювання за даної технології сьогодні використовуються апарати, що виробляють постійний або імпульсний струм, а також є пристрої, зварювання на яких здійснюється змінним струмом.
Технологія зварювання за допомогою аргону
Зварка аргоном, яка потрапляє під визначення зварювання в середовищі захисного газу, передбачає чітке дотримання інструкції, в якій обумовлена послідовність дій, виконуваних фахівцем. Від того, наскільки правильно будуть виконані всі ці дії, залежить як якість формованого з’єднання, так і витрата матеріалів, які коштують недешево. Якщо ви ніколи не виконували таких зварювальних робіт, то вам необхідно не тільки вивчити покрокові інструкції, але і уважно переглянути відео уроки, в яких докладно відображено весь технологічний процес.
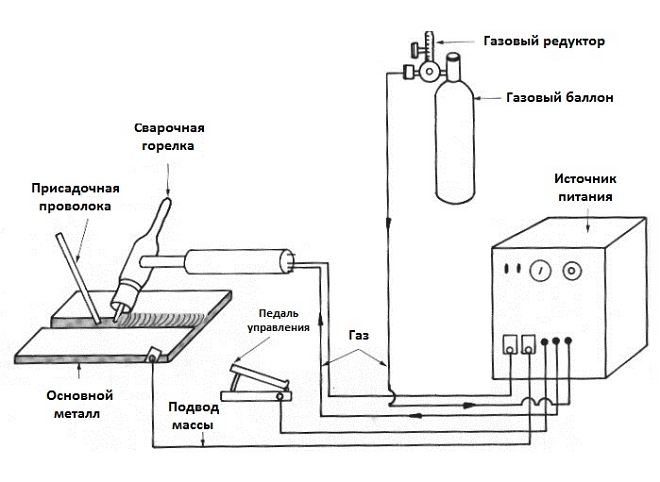
Щоб варити алюміній і сплави на основі даного металу в середовищі аргону, необхідний не тільки сам зварювальний апарат, але і додаткове обладнання, що забезпечує зберігання і подачу витратних матеріалів. Природно, технічний стан такого обладнання і якість всіх використовуваних матеріалів безпосередньо впливають на надійність формованого з’єднання.
Для виконання зварювання аргоном деталей з алюмінію і сплавів на основі даного металу знадобиться наступне обладнання:
- джерело електричного струму, до якої буде підключатися зварювальний апарат і все інше обладнання;
- балон, у якому зберігається захисний газ аргон;
- механізм, що відповідає за подачу присадного дроту в зону виконання зварювання.
При виконанні зварювання аргоном на великих промислових підприємствах захисний газ подається до зварювального апарату з централізованої мережі. Використовувана на напівавтоматах зварювальний дріт попередньо намотується на спеціальні бобіни, що встановлюються на такий апарат. Робочі поверхні верстаків, на яких виконуються зварювальні операції, згідно інструкції, повинні бути виготовлені з нержавіючої сталі.
Як підготувати до зварюванні з’єднуються деталі
На якість зварювання аргоном алюмінію впливає не тільки технічний стан використовуваних напівавтоматів та інших апаратів, а й ретельність підготовки з’єднуються заготовок.
Добре демонструє всі етапи такої підготовки покрокове відео нижче:
Для отримання якісного з’єднання треба ретельно очистити з’єднуються деталі від бруду, жиру і слідів машинного масла. Для такої очищення краще всього використовувати будь-розчинник. У разі, якщо товщина з’єднуються листових заготовок перевищує 4 мм, необхідно виконати оброблення кромок, а саму зварювання алюмінію виконувати тільки встик. Щоб видалити з поверхні заготовок тугоплавку окисну плівку, місце їх з’єднання необхідно обробити за допомогою напилка або щітки з металевими ворсинками. Якщо місце з’єднання має складну конфігурацію, то таку зачистку можна виконати за допомогою шліфувальної машинки.
Деякі особливості зварювання аргоном
Зварювання виконується в середовищі аргону, має деякі технологічні особливості, про які не завжди може розповісти навчальне відео. Як вже говорилося вище, для такої зварювання, виконуваної напівавтоматом або з ручною подачею присадки, використовуються вольфрамові електроди, діаметр яких вибирається в інтервалі 1,5–5,5 мм. Такий електрод, формує зварювальну дугу, розташовується під кутом 80 градусів до поверхні з’єднуваних деталей. Якщо подача присадного дроту здійснюється не напівавтоматом, а вручну, то її розташовують під кутом 90 градусів по відношенню до електрода. Якщо ви уважно подивіться відео зварювання аргоном алюмінію, то зверніть увагу, що присадочная дріт рухається попереду електрода.
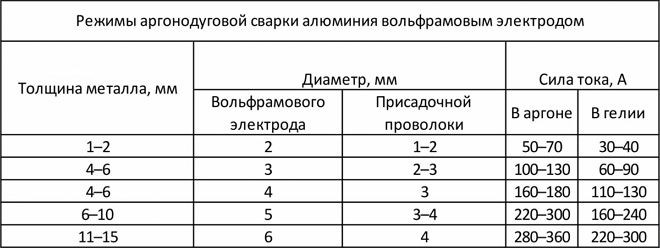
Режими зварювання алюмінію вольфрамовим електродом
Виконуючи зварювання аргоном, дуже важливо стежити за тим, щоб довжина дуги знаходилася в межах 3 мм. Характерною особливістю такої зварювання є і те, що при її виконанні присадочной дротом не відбуваються поперечні рухи.
Зварка аргоном, якщо з її допомогою з’єднуються листи алюмінію невеликої товщини, виконується з підкладкою, в якості якої можна використовувати лист нержавіючої сталі. Це дозволяє поліпшити відведення тепла з зварювальної зони, уникнути пропалів і протікання розплавленого металу. Застосування підкладки, до всього іншого, дозволяє економити енергію, так як така зварювання в середовищі аргону може виконуватися з більш високою швидкістю.
Плюси і мінуси зварювання, виконуваної в середовищі аргону
Зварка аргоном деталей з алюмінію і сплавів даного металу відрізняється рядом вагомих переваг, якщо порівнювати її з іншими технологіями. При використанні цього методу з’єднуються деталі нагріваються дуже незначно, що особливо важливо в тих випадках, коли необхідно варити заготовки складної конфігурації. З’єднання, що отримується за допомогою зварювання в середовищі аргону, відрізняється високою міцністю і однорідністю зварного шва, в якому відсутні пори, домішки і сторонні включення. Дуже важливо, що шов, одержуваний при зварюванні аргоном, відрізняється однорідною глибиною проплавлення по всій своїй довжині.

Схема аргоновому зварювання з застосуванням неплавящегося вольфрамового електрода
Природно, має зварка аргоном алюмінію і недоліки, про які слід знати. Основним з таких недоліків є використання складного обладнання. Для забезпечення високої ефективності зварювальних операцій і необхідної якості зварного шва необхідно, щоб сам зварювальний апарат і все додаткове обладнання були настроєні правильно.
Одним з найважливіших параметрів, який слід правильно настроювати при виконанні зварювання в середовищі аргону та інших захисних газів, є швидкість, а також рівномірність подачі присадного дроту. Якщо апарат подачі буде настроєно неправильно, то дріт в зону зварювання буде надходити з перервами, зварювальна дуга буде перериватися, що в підсумку призведе до підвищеного витраті електроенергії і аргону.
Зварка аргоном є досить непростим процесом, але, якщо дотримувати всі інструкції і володіти відповідною кваліфікацією, вона дозволить домогтися гарного результату.



