
Зварка аргоном – технологія та обладнання для аргонової зварки
Коли необхідно сформувати нероз’ємне з’єднання деталей з нержавіючої сталі, міді, титану, алюмінію, а також ряду інших металів кольоровий групи і сплавів на їх основі, найчастіше використовується зварювання аргоном. Процес її виконання є досить трудомістким і специфічним.
Процес зварювання в середовищі аргону
Принципи зварювання, виконуваної в середовищі аргону
Зварка аргоном поєднує в собі ознаки електродугового і газового зварювання. З електродуговим зварюванням даний технологічний процес об’єднує обов’язкове використання електричної дуги, а з газовою – застосування газу, а також деякі технологічні прийоми формування нероз’ємного з’єднання.
Плавлення кромок з’єднуваних деталей і присадочного матеріалу, за допомогою якого і формується зварний шов, забезпечується за рахунок високої температури, створюваної при горінні електричної дуги. Газ (в даному випадку аргон) виконує захисні функції, про що слід поговорити більш детально.
Зварювання легованих сталей, більшості кольорових металів і сплавів на їх основі має деякі особливості, які полягають у тому, що, перебуваючи в розплавленому стані, взаємодіючи з киснем та іншими домішками навколишнього повітря, такі метали активно окислюються.
Це негативним чином позначається на якості формованого зварного шва: він виходить неміцним, в його структурі формуються пори – повітряні бульбашки, які значно послаблюють з’єднання. Ще більш негативний вплив робить навколишній повітря на алюміній, розплавлений в процесі виконання зварювальних робіт. Під впливом кисню, що знаходиться в навколишньому повітрі, даний метал починає горіти.
Оптимальним рішенням, що дозволяє ефективно захистити зону формованого з’єднання при зварюванні металів кольоровий групи і легованих сталей, є використання захисного газу – їм і виступає аргон. Висока ефективність застосування саме цього газу пояснюється його характеристиками.
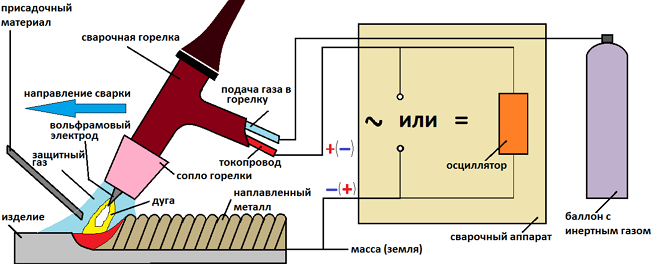
Схема роботи аргонодугового зварювання
Аргон значно важче повітря (на 38%), тому він з легкістю витісняє повітря із зони виконання зварювальних робіт та створює надійний захист. Будучи інертним по своїй природі, аргон практично не реагує з розплавленим металом, а також іншими газами, присутніми в зоні, де горить зварювальна дуга. При зварюванні аргоном на зворотній полярності слід враховувати один важливий момент: від атомів газу в цьому випадку легко відокремлюються електрони, потік яких перетворює газову середу в струмопровідну плазму.
Технологія виконання зварювання в середовищі такого газу, як аргон, може передбачати використання плавящихся, а також неплавящихся електродів (такими є стрижні з вольфраму). Діаметр електродів з вольфраму, який, як відомо, відрізняється винятковою тугоплавкостью, підбирається за спеціальними довідниками. На вибір цього параметра впливають характеристики з’єднувальних деталей.

Методи аргонодугового зварювання
Зварювання в середовищі аргону підрозділяють на три типи в залежності від використовуваної технології:
- ручну, виконувану неплавким вольфрамовим електродом (позначається така технологія абревіатурою РАДИЙ);
- автоматичну, що проходить в середовищі аргону з використанням неплавящихся електродів (позначення зварювання даного типу – ПЕКЛО);
- автоматичну, виконувану в середовищі аргону з використанням плавящихся електродів (назва даної технології – ААДП).
Згідно міжнародної класифікації, апарат аргонодугового зварювання або зварювання, виконуваної за допомогою електрода з вольфраму в захисному середовищі будь-якого інертного газу, позначається абревіатурою TIG (Tungsten Inert Gas).
Особливості зварювальних робіт в середовищі аргону
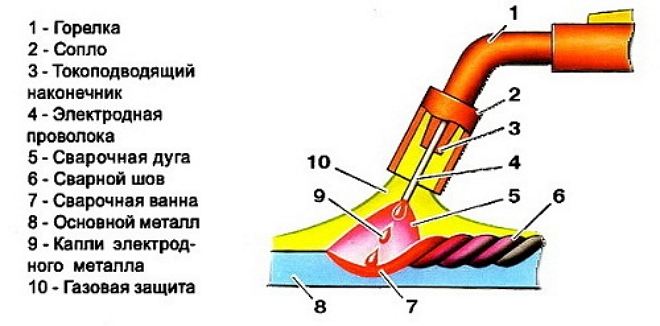
Робочим органом зварювального обладнання, яке використовується для з’єднання металевих деталей в середовищі захисних газів (в тому числі і аргону), є пальник. Саме в пальник (в її центральну частину) вставляється вольфрамовий електрод, виліт якого повинен перебувати в межах 2-5 мм Фіксація електрода всередині такого пальника забезпечується за допомогою спеціального тримача: в нього можна вставити вольфрамовий стрижень будь-якого необхідного діаметра. Для подачі захисного газу зварювальний пальник оснащується керамічним соплом.
Принцип роботи аргоновому зварювання
Необхідну температуру в процесі виконання зварювання аргоном, як вже говорилося вище, створює електрична дуга. Зварний шов формується за допомогою присадного дроту, склад якої повинен максимально відповідати складу оброблюваного металу.
Перерахуємо основні етапи виконання зварювання розглянутого типу, при якій використовується електрод з вольфраму.
- Проводиться ретельна очистка поверхонь з’єднуваних деталей від забруднень, слідів мастила та жиру, а також від окисної плівки. Таке очищення є обов’язковою і може виконуватися механічно способом або за допомогою хімічних засобів.
- До з’єднуються деталей необхідно підключити «масу». Зробити це можна як безпосередньо (якщо деталі мають великими габаритами), так і за допомогою металевої поверхні робочого столу (якщо деталі не відрізняються великими розмірами). Присадочная дріт, що важливо, не включається в електричну зварювальну ланцюг, а подається окремо.
- На зварювальному обладнанні виставляється сила зварювального струму. Даний параметр вибирається в залежності від характеристик з’єднуються заготовок.
- Після включення струму пальник з електродом підносять до зварюваних деталей як можна ближче, не торкаючись до їх поверхні. Оптимальна відстань, на якому пальник розташовують від поверхні з’єднуваних заготовок (його треба витримувати в процесі виконання зварювання), – 2 мм. Утримування електрода на такому невеликому відстані дозволяє добре проплавити сполучається метал, отримати красивий і акуратний зварний шов.
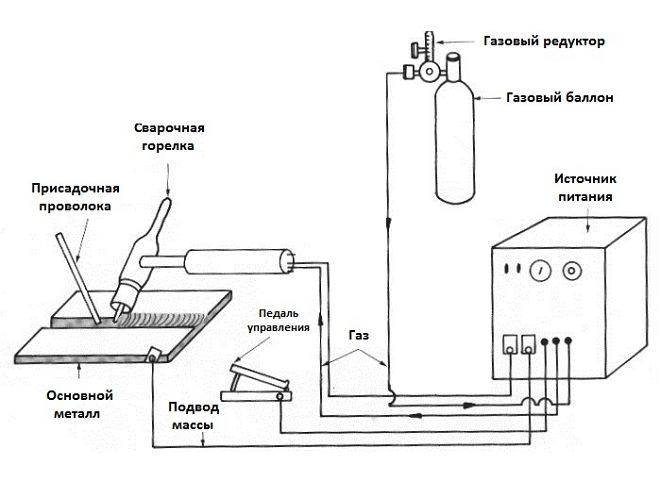
Схема зварювального обладнання для здійснення зварювання в середовищі аргону
- Подавання захисного газу включають заздалегідь – за 15-20 секунд до початку зварювання. Вимикають подачу аргону не відразу після закінчення зварювання, а трохи пізніше – через 5-10 секунд.
- Пальник і присадочні дріт повільно ведуть тільки вздовж шва формується, не роблячи ними поперечних коливань. Присадочні дріт, яка розташовується попереду пальника, вводять в зону дії електричної дуги дуже плавно, не роблячи нею різких рухів. В іншому випадку розплавлений метал буде сильно розбризкуватися.
- При виконанні зварювання електричну дугу запалюють, не торкаючись електродом до з’єднуються поверхнях. Дотримуватися такого правила необхідно з кількох причин. По-перше, потенціал іонізації аргону дуже високий, що заважає для його зниження ефективно використовувати іскру від дотику електрода. Коли для зварювання застосовується плавящийся електрод, під час його доторку до з’єднуються деталей виникають пари металу. Потенціал їх іонізації значно нижче, у порівнянні з аргоном, що й полегшує процес запалювання електричної дуги. По-друге, якщо торкатися вольфрамовим електродом до поверхні з’єднуваних деталей, вона забруднюється, що заважає якісному виконання зварювальних робіт.

Процес зварювання аргонодуговым способом поблизу
У багатьох виникає природне запитання про те, яким чином може бути запалено електрична дуга в середовищі такого газу, як аргон, якщо потенціал його іонізації занадто великий, а сам електрод не торкається до поверхні з’єднуваних деталей. Для цього використовується осцилятор, який перетворює надходить з електричної мережі струм з типовими параметрами в високочастотні імпульси з величиною напруги 2000-6000 В і частотою струму 150-500 Гц. Саме такі імпульси і дають можливість запалити електричну дугу без дотику електрода з сполучаються деталями.
Обладнання і оснащення для зварювання аргоном
Для виконання зварювання аргоном недостатньо наявності стандартного зварювального апарату, в якості якого може виступати інвертор або трансформатор. Дана технологія вимагає використання такого устаткування й спеціального оснащення, як:

Інверторний зварювальник st і газовий балон для зварювання з використанням аргону
- інвертор або звичайний зварювальний трансформатор, потужності якого повинно вистачати для виконання подібного технологічного процесу (зокрема, для цих цілей можна використовувати трансформатор, потужність холостого ходу якого знаходиться в інтервалі 60-70);
- контактор силовий, через який на зварювальний пальник буде подаватися необхідний зварювальне напруга;
- осцилятори, про призначення якого було сказано вище;
- спеціальний регулятор, який буде відповідати за час охолодження зварювальної зони аргоном (оскільки захисний газ повинен подаватися за кілька секунд до початку зварювання, а його подачу необхідно перекривати через кілька секунд після її закінчення);
- спеціальна пальник з керамічним соплом і затиском для фіксації вольфрамового електрода;
- газовий балон і редуктор, який регулює рівень тиску аргону, що подається в зону зварювання;
- електроди з вольфраму і присадні прутки необхідного діаметра;

Ремонт легкосплавного колісного диска — варіант типового використання аргоновому зварювання
- додатковий трансформатор, що відповідає за подачу напруги до комутуючих пристроїв;
- випрямляч, що виробляє постійний електричний струм з напругою 24 В, який подається на комутуючі пристрої;
- реле, яке відповідає за включення і вимкнення таких пристроїв, як осцилятори і контактор;
- електрогазовий клапан, що працює від напруги 24 в або 220 В;
- фільтр індуктивно-ємнісного типу, що забезпечує захист зварювального апарату від негативного впливу високовольтних імпульсів;
- амперметр, що використовується для вимірювання величини зварювального струму;
- робочий або несправний автомобільний акумулятор ємністю 55-75 Ah, який необхідний для того, щоб зменшити постійну складову зварювального струму, обов’язково виникає при виконанні процесу на змінному струмі (такий акумулятор підключається до електричної зварювальної ланцюга послідовно);
- зварювальні окуляри, які необхідно використовувати в якості основного елемента захисту зварника.
При бажанні обладнання для виконання зварювання аргоном можна укомплектувати своїми руками, купивши всі необхідні компоненти в будівельному магазині або на ринку. Якщо ж ви не хочете займатися конструюванням, то можна відразу придбати зварювальний апарат, марку якого присутня абревіатура TIG. Щоб почати використовувати такий апарат, його необхідно додатково укомплектувати газовим балоном, пальником, елементами, які керують пальником і подачею захисного газу.
Рекомендації по вибору режимів
Щоб зварювання з застосуванням аргону була виконана якісно, необхідно правильно вибрати її режими.
Важливими параметрами при виконанні зварювання за даної технології є полярність і напрямок руху електричного струму. На їх вибір впливають властивості матеріалів, які належить зварювати. Змінний струм або зворотну полярність вибирають, коли необхідно виконати зварювання деталей, виготовлених з алюмінію, берилію, магнію та інших кольорових металів. Пояснюється цей вибір тим, що при використанні таких параметрів електричного струму відбувається ефективне руйнування оксидної плівки, яка завжди присутня на поверхні цих матеріалів.
Нюанси роботи з аргоновому зварюванням
Характерним прикладом є зварювання алюмінію оксидна плівка на поверхні якого має дуже високу температуру плавлення. При зварюванні деталей з даного металу на струмі зворотної полярності ефективне руйнування оксидної плівки відбувається за рахунок того, що іони аргону активно бомбардують поверхню деталей, що з’єднуються. Аргон перетворюється на струмопровідну плазму, яка не тільки спрощує виконання зварювальних робіт, але і значно підвищує їх якість. Якщо зварювання деталей з даного металу виконується на змінному струмі, то для досягнення такого ефекту з’єднуються деталі повинні виступати в ролі катода.
Для зварювання в середовищі захисних газів часто застосовується таке додаткове устаткування, як осцилятори. При виконанні зварювання з використанням змінного струму він полегшує процес запалювання зварювальної дуги, а коли вона загориться, виступає в ролі стабілізатора.
В той момент, коли відбувається зміна полярності змінного струму, може статися деионизация (а значить, і загасання) зварювальної дуги. Щоб такого не сталося, осцилятори в моменти зміни полярності електричного струму формує електричні імпульси і подає їх на зварювальну дугу.
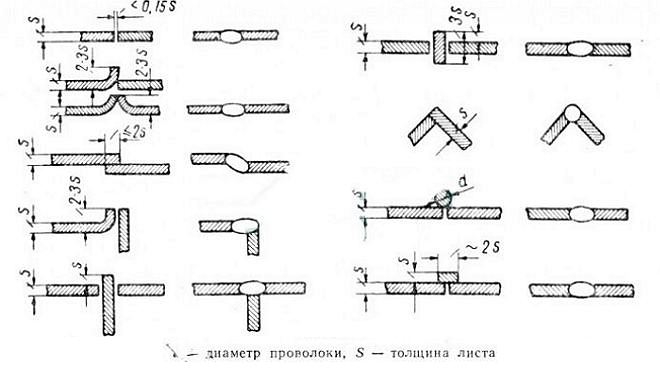
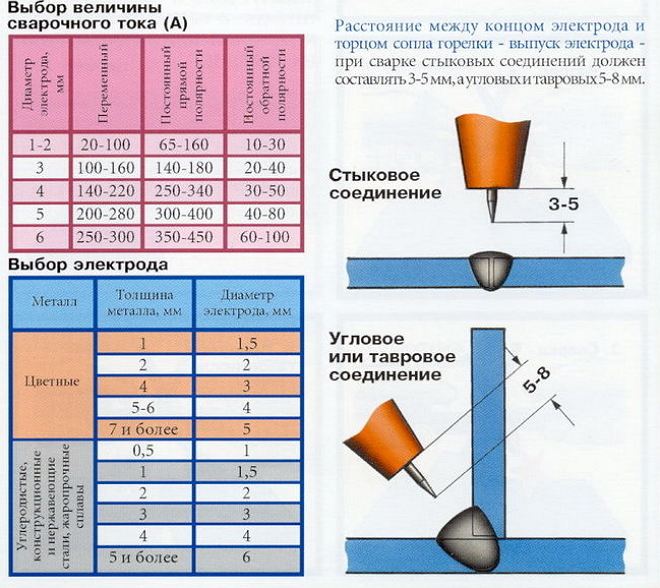
Типи з’єднань тонколистового металу при аргонодугового зварюванні
Значення зварювального струму вибирають в залежності від ряду параметрів: властивостей оброблюваного матеріалу, геометричних розмірів заготовок, а також розмірів використовуваних електродів. Для вибору цього параметра краще всього використовувати дані, що містяться в спеціальній літературі.
Важливим параметром є витрата захисного газу аргону, який вибирається в залежності від того, з якою швидкістю виконується подача присадочного матеріалу і якою швидкістю володіють сносящие повітряні потоки. Мінімальним значення цього параметра буде в тому випадку, якщо зварка виконується всередині приміщень, в яких відсутні протяги. Якщо ж процес відбувається на відкритому повітрі, де частими є сильні пориви бічного вітру, необхідно не тільки збільшити витрата аргону, але і використовувати для його подачі в зону зварювання спеціальні конфузорной сопла, газ з яких подається через дрібнопористі сітки.
В захисну газову суміш, крім аргону, часто додають кисень в невеликих кількостях (3-5%). Кисень в даному випадку вступає в реакцію з різними шкідливими домішками, які можуть бути присутніми на поверхні з’єднуваних деталей (волога, бруд та ін). В результаті такої взаємодії шкідливі домішки згорають або переходять в шлак, спливаючий на поверхню зварного шва.
Слід мати на увазі, що не можна використовувати кисень при виконанні зварювання міді, оскільки в результаті утворюється оксид міді. Дане з’єднання, вступаючи у реакцію з воднем, що містяться в навколишньому повітрі, утворить водяна пара, що прагне вийти назовні з металу зварного шва. Все це призводить до появи безлічі пір в формованому зварному шві, що самим негативним чином позначається на його якісних характеристиках.
Переваги і недоліки зварювання в захисному середовищі аргону
Зварювання виконується в середовищі захисного газу аргону, має як переваги, так і недоліки, які обов’язково слід враховувати. До переваг даної технології відносять:

Приклад шва, виконаного зварюванням в середовищі аргону
- можливість отримання якісного і надійного зварного з’єднання, що забезпечується ефективним захистом області виконання зварювальних робіт;
- незначний нагрів деталей, що з’єднуються, що дає можливість використовувати дану технологію для зварювання деталей складної конфігурації (при цьому вони не деформуються);
- можливість використання для з’єднання деталей з матеріалів, які неможливо варити іншими способами;
- значне зростання швидкості виконання зварювальних робіт за рахунок використання високотемпературної електричної дуги.
Недоліками даної технології є:
- використання складного зварювального обладнання;
- необхідність у спеціальних знаннях та достатній досвід виконання подібних робіт.
Використання зварювання аргоном дозволяє отримувати якісні і надійні зварні з’єднання, що характеризуються рівномірної проплавкой з’єднуваних деталей. Застосовуючи цю технологію, можна зварювати деталі з кольорових металів невеликої товщини навіть без застосування присадного дроту.



