Заточка різців для токарного верстата по металу: відео, поради, нюанси
З усіх технологічних операцій, вироблених над заготовками з металу, обробка на токарному обладнанні є найбільш поширеною. Саме тому заточка різців для токарного верстата, призначених для роботи по металу, є дуже важливим процесом, виконувати який слід правильно. Особливості здійснення такої процедури залежать як від матеріалу, який потрібно буде обробляти, так і від типу самого ріжучого інструменту (фасонний, прохідний, резьбонарезной, розточний і інші).
Порядок заточування поверхонь різця
Конструкція токарних різців
Заточення токарних різців не може бути виконана правильно, якщо не розібратися в конструктивних особливостях такого інструменту. Основними елементами його конструкції є стрижень-державка, за допомогою якого різець фіксується на верстаті, а також робоча головка: саме її ріжучу частину і необхідно регулярно заточувати.
Розглянемо більш докладно робочу головку токарного різця. Її формують два типи поверхонь: передня і задні. Передню відрізнити дуже просто: саме по ній здійснюється відведення стружки. Задніми же називаються ті сторони різців, до яких звернена заготівля в процесі виконання її обробки. Вони можуть бути основними або допоміжними, що залежить від їх розташування.
Найважливіший елемент будь-якого різця (в тому числі і для токарного верстата по металу) — його ріжучакромка — формується в місці перетину задньої основний і передній поверхні. У конструкції будь-якого різця присутній і допоміжна кромка, утворена перетином його задніх поверхонь: основної та допоміжної. Вершина інструменту, яка згадується в спеціальній літературі, — це місце перетину його ріжучої і допоміжної крайок.
Основними характеристиками токарних різців по металу, що визначають їх функціональні можливості, є кути заточування, що підрозділяються на головні і допоміжні. Для того щоб визначити значення основних, їх вимір виробляють в площині, яка формується при проектуванні ріжучої кромки на головну площину.
Взагалі, для визначення кутів ріжучого інструменту використовують дві площини:
- основну, що накладається на опорну бік токарного різця, розташовану в його нижній частині (по відношенню до напрямку подач верстата така площина є паралельною);
- площину різання, располагаемую по дотичній щодо поверхні оброблюваної заготовки (дана площину перетинається з основної ріжучої кромкою інструмента).
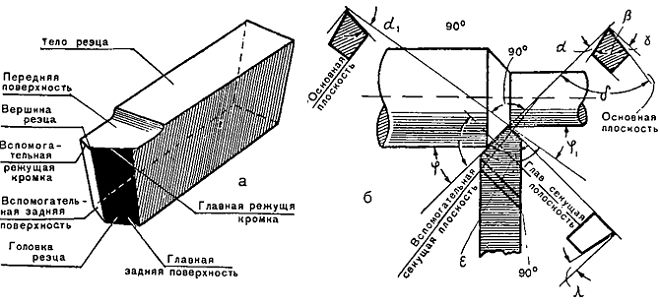
Елементи і площини токарного різця
У конструкції робочої частини токарного різця розрізняють кути декількох типів:
- загострення — розташовані між передньою поверхнею різця і задньої основний;
- задні головні — знаходяться між задньою основною поверхнею і площиною різання;
- передні головні — розташовані між передньою стороною інструменту і площиною, перпендикулярної до площини різання.
Перевірити вірність їх визначення досить просто: їх сума завжди становить 90 градусів.
Крім перерахованих вище, конструкцію робочої головки токарного різця характеризує ще кілька кутів між:
- напрямком подачі і проекцією, яку відкладає основна ріжучакромка;
- площиною обробки і передньою поверхнею різця;
- проекціями, які відкладають основна і допоміжна ріжучі кромки.
Інструменти для токарного обладнання
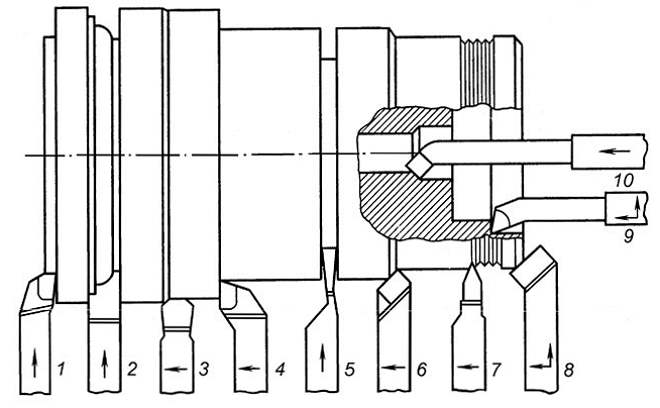
Для того щоб розбиратися в правилах заточування різців для токарних верстатів по металу, недостатньо просто подивитися навчальне відео. Необхідно мати уявлення про те, як класифікуються такі інструменти. Найголовнішим параметром, за яким токарні різці відносять до різних видів, є тип обробки, виконуваної з їх допомогою. За цією ознакою виділяють такі види токарних різців.
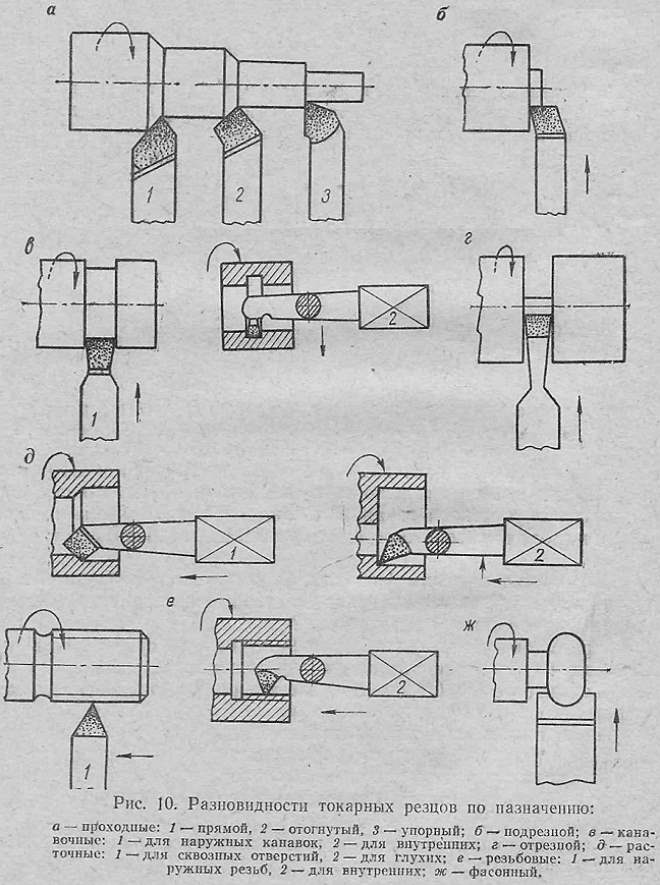
Основні типи токарних різців
прохідні
Такими різцями заготовки обробляються уздовж осі обертання.
підрізні
Використовуючи ці різці на токарному верстаті, зменшують уступи і виконують торцювання заготовок.
канавочні
Як випливає з назви, ними формують зовнішні і внутрішні канавки на поверхнях циліндричної форми. Створювати канавки на зовнішніх сторонах заготовок можна і за допомогою відрізних різців по металу. Крім того, такі різці дозволяють відрубувати заготовки під прямим кутом.
розточувальні
За допомогою таких інструментів на верстатах виконують обробку отворів.
різьбонарізні
Такі різці спеціально призначені для нарізування різьблення.
фасонні
За допомогою різців цього виду на зовнішній стороні циліндричних заготовок формують фасонні виступи або канавки.
фасочние
За допомогою цих різців на заготовках знімаються фаски.
Операції, що проводяться різцями різного типу
Токарні різці також підрозділяються на види в залежності від того, в якому напрямку з їх допомогою виконується обробка заготовки. Так, серед них бувають праві (обробка виконується у напрямку до передньої бабці) і ліві (обробка у напрямку до задньої бабки).
Класифікується токарний інструмент і за матеріалом виготовлення, за способом з’єднання ріжучої частини з державкою, а також по ряду інших параметрів.
Правила заточування токарного інструменту
Щоб обробка заготовок на токарних верстатах по металу була ефективною, якісною і точною, слід регулярно виконувати заточку різців, тим самим надаючи їх робочої частини необхідну форму і отримуючи кути з необхідними параметрами. У заточування не потребує тільки інструмент, ріжучий частина якого виконана у вигляді одноразової твердосплавних пластини. Для виконання такої важливої ??процедури в умовах великих виробничих підприємств використовуються верстати зі спеціальними пристосуваннями, а займається цим окремий структурний підрозділ.
Для того щоб заточити токарний інструмент своїми руками на домашньому верстаті або зробити це в умовах невеликого підприємства, можна використовувати різні методики. Виконання цієї процедури можливо за допомогою хімічних реактивів або із застосуванням звичайних точильних кругів. Слід зазначити, що заточка токарного інструменту на спеціалізованих або універсальних верстатах, в яких використовується абразивний круг, є самим недорогим, але ефективним методом додання різцям необхідних геометричних параметрів.
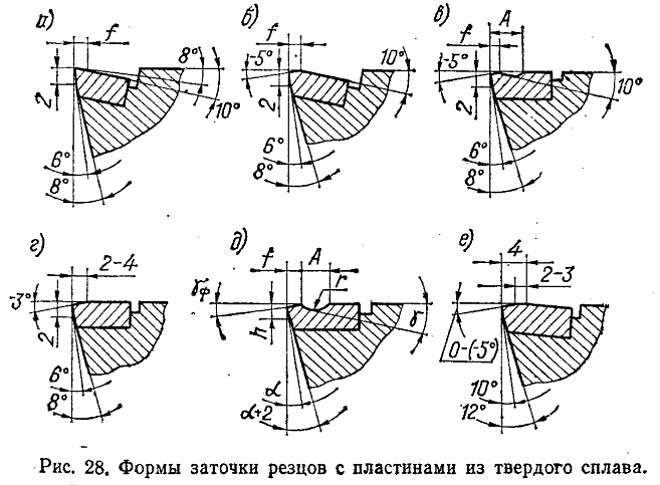
Варіанти заточування різців з ріжучими пластинами
Звичайно, найбільш якісно токарні різці по металу заточуються на спеціально призначеному для виконання такої процедури верстаті. Якщо ж подібного обладнання в вашому розпорядженні немає, можна скористатися універсальним верстатом з точильним кругом. Підбираючи таке коло, важливо звертати увагу на матеріал, з якого виготовлена ??робоча частина оброблюваного інструменту. Так, щоб ефективно заточити твердосплавний різець, вам знадобиться коло з карборунда, що має характерний зелений колір. Інструменти, робоча частина яких виготовлена ??з вуглецевої або швидкорізальної сталі, прекрасно обробляються на верстатах з колами середньої твердості, виготовленими з корунду.
Заточку токарних різців по металу можна виконувати без охолодження або з охолодженням, що є кращим. Якщо заточка виконується з охолодженням, то холодну воду слід рівномірно подавати в те місце, де токарний різець стикається з точильним кругом. У тому випадку, коли охолодження в процесі заточки не використовується, після її виконання не можна відразу різко охолоджувати інструмент: це може привести до розтріскування його ріжучої частини.
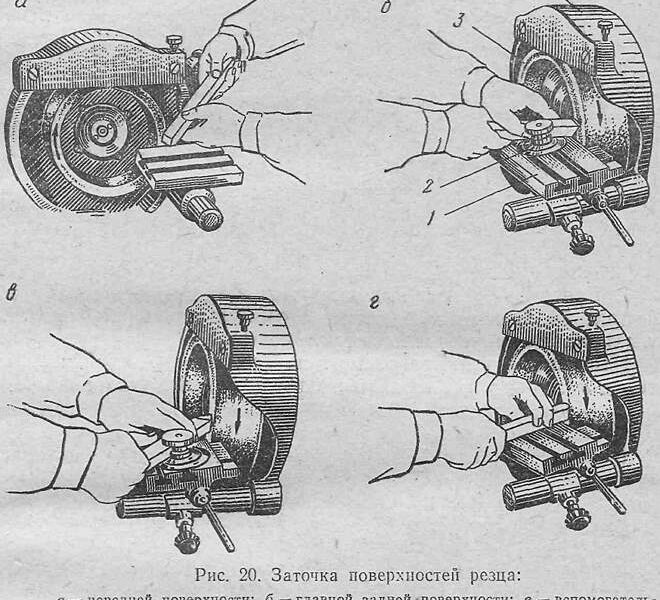
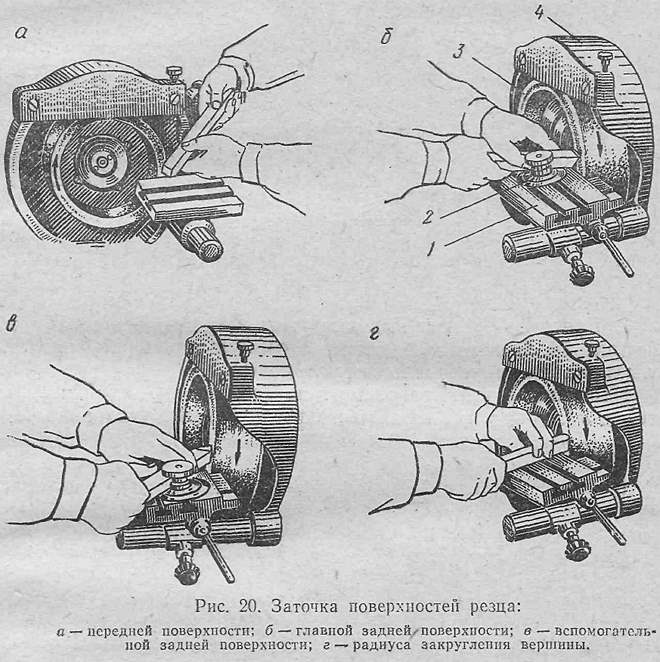
Навчитися заточувати токарні різці на точильному верстаті своїми руками можна по навчальному відео. В процесі виконання такої процедури важливо дотримуватися певної послідовності. В першу чергу на точильному колі обробляють задню основну поверхню, потім задню допоміжну, а в саму останню чергу точать передню. Останнім етапом заточки є обробка вершини різця — надання їй необхідного радіуса заокруглення.
В процесі виконання заточування різець постійно пересувають по колу, намагаючись не притискати його дуже сильно (це можна помітити на відео). Дотримуватися такої рекомендації необхідно для того, щоб поверхня кола зношувалися рівномірно, а також щоб ріжучакромка токарного різця вийшла максимально рівною.
Особливості заточування різців для токарного верстата
Існують певні нюанси, які слід враховувати при заточуванні токарних різців своїми руками з використанням точильного верстата. Так, виконання обробки задньої поверхні різця здійснюється в три етапи.
- Спочатку задню поверхню обробляють під кутом, рівним задньому розі самої державки. Як правило, він виходить трохи більше, ніж задній кут різання (приблизно на 5 градусів).
- На другому етапі обробляють задню поверхню самої ріжучої пластини. При цьому її заточують під кутом, що перевищує задній кут різання на 2 градуси.
- Третій етап — це формування необхідного заднього кута за допомогою доведення. Важливо, що такий кут формують не на всій задній поверхні різця, а тільки на вузькій фаске, що безпосередньо прилягає до ріжучої кромці.
У кілька етапів виконується заточка і передньої поверхні токарного різця. Так, попередньо її заточують на кут, рівний куту розташування самої ріжучої пластини. Цей кут, як і в випадку з задньою поверхнею, кілька перевищує передній кут різання. Безпосередньо кут різання, який необхідно сформувати на передній поверхні різця, отримують за допомогою чистової заточки або доведення. Цим процесам піддають вузьку смужку, прилеглу до ріжучої кромці твердосплавних пластини.

Використання підкладок під час заточування
Для більшої зручності виконання заточування токарних різців на точильних верстатах, а також для отримання кутів із заданими параметрами використовуються спеціальні підкладки, які встановлюють між опорною поверхнею інструменту і столиком верстата, де він розташовується. Щоб досягти ще більш точної і якісної заточки, можна своїми руками доопрацювати конструкцію столика верстата, зробивши його регульованим по висоті і куту повороту. Після такої доопрацювання верстата необхідність у використанні підкладок певної товщини відпадає.
При виконанні заточки токарного різця важливо звертати увагу на те, щоб його ріжуча кромка розташовувалася на одному рівні з центром точильного кола, але не нижче, ніж 3-5 мм по відношенню до нього. Слід враховувати і напрямок обертання точильного кола. Це необхідно для того, щоб зробити процес заточування більш безпечним, а також щоб мінімізувати ризик відриву ріжучої пластини від державки різця. Точильний круг в процесі виконання заточування повинен обертатися так, щоб притискати ріжучу пластину, а не відривати її від державки.
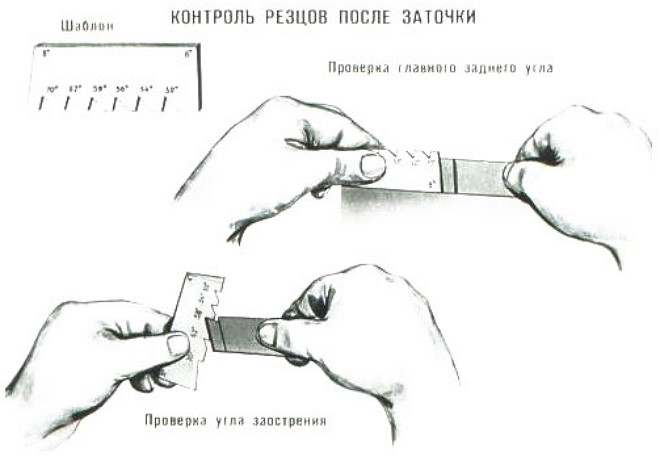
Шаблон для перевірки правильності заточування різців
Природно, що після здійснення заточування різального інструменту для токарного верстата по металу необхідно перевірити правильність її виконання. Найпростіше виконати таку процедуру за допомогою спеціального шаблону, який можна придбати або виготовити своїми руками. Якщо купити готовий зразок не представляється можливим, то самостійно його зробити краще з листової сталі, яка може піддаватися гарту.
Висока твердість такого шаблону, яку він отримає після гарту, дасть можливість використовувати його протягом тривалого періоду. Виготовляючи трафарет, слід зробити на ньому вирізи, відповідні найбільш ходовим кутах заточення. Тільки після виконання таких вирізів готовий шаблон піддають гарту. Слід мати на увазі, що від точності виготовлення такого трафарету в повній мірі буде залежати те, наскільки правильно буде заточений ваш різець для токарного верстата по металу.
Після виконання заточування ріжучі грані інструменту необхідно довести до потрібного стану. Такий доведенні піддаються невеликі ділянки поверхонь різця (шириною до 4 мм), що безпосередньо прилягають до його ріжучим гранях. Для виконання доведення використовують мідні бруски і присадки, вибір яких залежить від матеріалу виготовлення робочої частини інструменту. Так, для доведення твердосплавних різців на брусок наносять спеціальну пасту або карбід бору, змочений гасом. Для доведення різців з інших матеріалів використовують бруски з невеликим рівнем абразивності, поверхня яких змочують машинним маслом або гасом.



