Геометрія токарного різця — кути заточування, площини, surface
До основних ріжучим інструментам, які використовуються при токарній обробці, відноситься різець, геометричні параметри якого визначають його технічні можливості, accuracy and efficiency of processing. Розбиратися в таких параметрах має будь-який фахівець, який вирішив присвятити себе токарному справі, оскільки правильний вибір кутів різця збільшує як тривалість експлуатації інструменту, так і продуктивність обробки.
конструкція різця
Параметри токарних різців
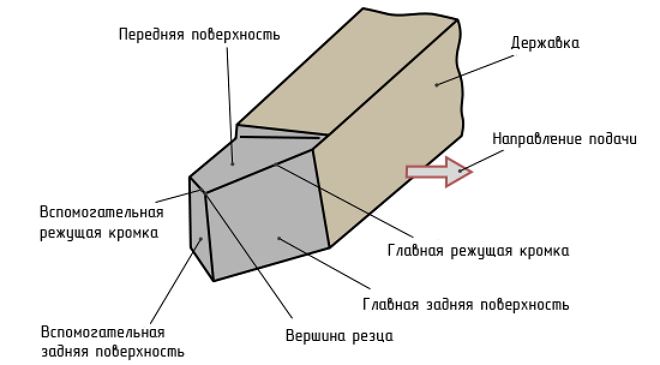
Будь-токарний різець утворюють державка, необхідна для фіксації інструменту в утримувачі токарного верстата, і робоча головка, що забезпечує різання металу. Для розгляду геометричних параметрів токарного різця за зразок краще взяти прохідний інструмент.
На ріжучої частини токарного різця даного типу виділяють три поверхні:
- front (по ній в ході обробки заготовки здійснюється сход металевої стружки);
- задні — головну і допоміжну (обидві повернені своєї лицьовою частиною до оброблюваної деталі).
Кромка інструменту, звана ріжучої (і безпосередньо бере участь в обробці), утворена перетином його передній і головною задньої поверхонь. В геометрії токарного різця виділяють і допоміжну ріжучу кромку. She, in accordance, утворена перетином передньої поверхні з допоміжною задньою.
Точку, в якій перетинаються головна і допоміжна ріжучі кромки, прийнято називати вершиною різця. Остання при різанні металу відчуває величезні навантаження, що призводять до її поломки. Щоб підвищити стійкість вершини різця, її в процесі заточки не загострюють, а трохи скругляют. Це вимагає введення такого параметра, як радіус при вершині. Є і ще один спосіб підвищення стійкості вершини токарного різця — формування перехідної ріжучої кромки, що має прямолінійну форму.
Найважливішими геометричними параметрами різців для токарної обробки є їх кути, які визначають взаємне розташування поверхонь інструменту. Параметри кутів варіюються в залежності від різновиду токарного різця і від ряду інших факторів:
- матеріалу виготовлення інструменту;
- умов його роботи;
- характеристик матеріалу, which will need to be processed.
Кути різців для токарної обробки
Щоб правильно визначати кути токарного інструменту, їх точні величини, їх розглядають в так званих вихідних площинах.
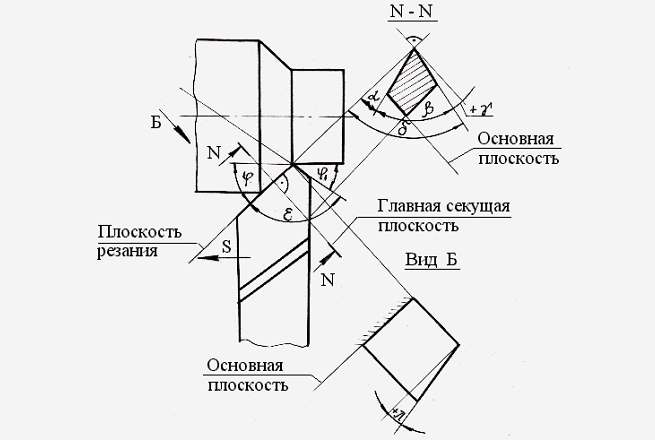
Кути і площини токарного різця
- Основна площина паралельна напрямками подач токарного різця (поздовжньої і поперечної) і збігається з його опорною поверхнею.
- Площина різання включає головну ріжучу кромку і проходить по дотичній по відношенню до поверхні обробки. Ця площина перпендикулярна до основної.
- Головна січна площина перетинає головну ріжучу кромку і розташовується перпендикулярно по відношенню до проекції, яку дана кромка відкладає на основну площину. Є ще й допоміжна площина січення типу, which, in accordance, перпендикулярна проекції, що відкладається на основну площину допоміжної ріжучої крайкою.
Кути токарних різців, as mentioned above, вимірюються саме в даних площинах і ті з них, які вимірюють у площині, званої головній січній, позначають як головні. It, in particular, головний передній, головний задній кути, а також кути загострення і різання.
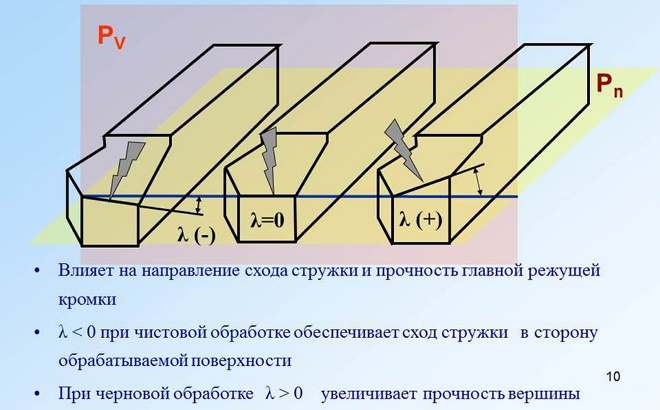
Кут нахилу ріжучої кромки різця
Одним з найважливіших вважається головний задній кут токарного різця, який мінімізує тертя, що виникає при взаємодії задньої поверхні інструмента з деталлю, яку в даний момент обробляють (so, зменшує нагрів різця і продовжує термін його служби). Утворюється цей кут поверхнею різця (головною задньої) і площиною різання. Вибираючи даний кут при заточуванні інструменту, враховують тип обробки і матеріал заготовки. При цьому слід знати, що сильне збільшення розміру заднього кута призводить до швидкого виходу токарного різця з ладу.
Міцність і стійкість різального інструмента, зусилля, що виникають в ході обробки, визначаються параметрами переднього кута. Він знаходиться між передньою поверхнею токарного різця і площиною, в якій розташована головна ріжуча кромка (ця площина перпендикулярна площині різання). При заточуванні токарного різця, враховують ряд факторів, що впливають на величину даного кута:
- матеріал заготовки і самого інструменту;
- форму передньої поверхні;
- умови, в яких різець буде використовуватися.

Порядок заточування поверхонь токарного різця
Збільшення значення переднього кута, on the one hand, дозволяє поліпшити чистоту обробки, а з іншого — провокує зниження міцності і стійкості токарного різця. Такий кут, що отримується в результаті заточування, може мати позитивне і негативне значення.
Токарні різці з передніми кутами, які мають негативні значення, відрізняються високою міцністю, але виконувати обробку такими інструментами важко. Зазвичай заточку з переднім кутом, який має позитивне значення, use, коли треба буде обробка заготовки з вузького матеріалу, а також коли матеріал виготовлення інструменту відрізняється високою міцністю.
Різці з передніми кутами, що мають негативне значення, застосовують при обробці матеріалів з високою твердістю і міцністю, при виконанні переривчастого різання, коли матеріал виготовлення інструменту не володіє достатньою міцністю на вигин і погано сприймає ударні навантаження.
Parameters, котрі характеризують геометрію різця для токарної обробки, також є кути різання і загострення. Кут різання, величина якого може варіюватися в межах 60-1000, знаходиться між поверхнею інструменту, званої передній, і площиною різання.
Величина даного кута безпосередньо залежить від твердості, якою володіє оброблюваний метал: чим вона вища, тим більше його значення. Кут загострення повністю відповідає своїй назві, він вимірюється між головною передньої і головної задньої поверхнями інструменту та характеризує ступінь загострення його вершини.
Характеризують токарний різець і кути в плані. Це головний, вимірюваний між напрямком поздовжньої подачі і проекцією, яку відкладає головна ріжуча кромка на основну площину, і допоміжний, утворений проекцією допоміжної різальної крайки на основну площину і напрямком поздовжньої подачі.
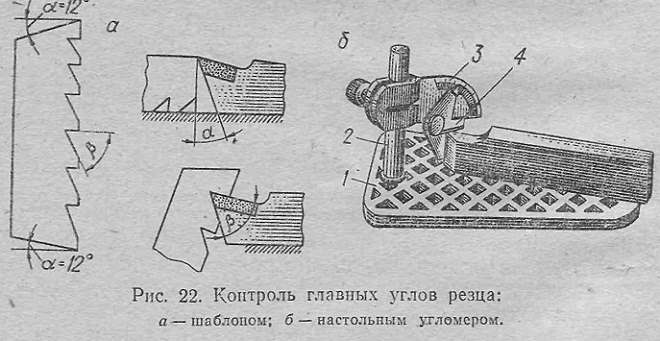
Контроль кутів різця
При заточуванні зазначені кути вибираються не довільно, а в залежності від типу токарного оброблення і жорсткості, якою володіє система «верстат — інструмент — заготовка». So, обробку здебільшого металів можна проводити інструментами з головним кутом в плані, equal 450, але тонкі й довгі заготовки слід обробляти різцями, у яких величина цього кута знаходиться в проміжку 60-900. This is necessary for that, щоб виключити прогин і тремтіння деталі.
Допоміжний кут в плані одночасно корелює з чистотою обробки і зі стійкістю різця. З його зменшенням зростає чистота обробки і збільшується стійкість інструменту.
Крім розглянутих вище в геометрії токарних різців розрізняють кути:
- при вершині (вимірюваний між проекціями, які відкладають на основну площину головна і допоміжна ріжучі кромки).
- нахилу головної різальної крайки (утворюється лінією, яка паралельна основний площині і проходить через вершину різця, і самої ріжучої кромкою; захищає найбільш вразливу частину різця — його вершину — від руйнування).
Рекомендуємо вам подивитися відео, в якому досвідчений викладач-практик докладно розповідає про всі тонкощі будови токарних різців.



